

ER NiCr-3 e E NiCrFe-3 são produtos que se empregam frequentemente para unir metais dissimilares. Nos tubos de caldeira superaquecedores ou reaquecedores que operam a temperaturas muito altas (acima de 540 ºC), se utiliza aço inoxidável austenítico nos estágios finais do circuito de aquecimento. Os tubos de aço inox e os de baixa liga são unidos com técnicas de soldagem e consumíveis de soldas de ligas à base de níquel.

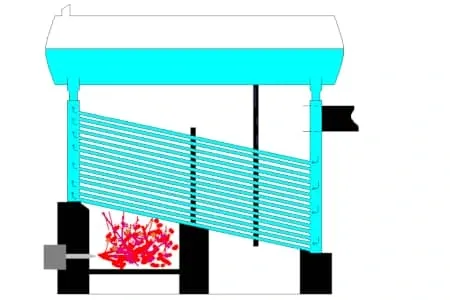
Problemas com defeitos prematuros nas soldas entre os dois materiais são comuns na indústria de caldeiras. As três causas principais que provocam essas falhas são: migração de carbono da zona afetada do calor para o metal de solda (no lado ferrítico), diferenças no coeficiente de dilatação térmica entre as dois tipos de aços e da mesma forma, diferenças na resistência à corrosão.

Soldagens dissimilares, empregando o eletrodo E NiCrFe-3 e a vareta Tig ER NiCr-3
Uniões de tubos ferríticos e austeníticos são necessárias em várias indústrias: químicas, petroquímicas, nucleares, aeroespaciais, de transporte e eletrônicas. Elas estão se tornando cada vez mais significativas em uma ampla gama de fabricações.
A soldagem dissimilar teve início em meados da década de 1930, com a utilização de eletrodos revestidos de aço inox austenítico, contendo 18%Cr – 8%Ni; 25%Cr – 12% Ni e 25%Cr – 20%Ni.

A falta de compreensão de problemas metalúrgicos envolvidos na união metálica e da mesma forma, a ausência de materiais de enchimento alternativos, levou a muitas falências de equipamentos industriais. Além disso, a partir de 1950, as temperaturas de operação na indústria de energia a vapor começaram a aumentar e por conseguinte os problemas agravaram-se.
Depois de efetuar várias investigações experimentais em juntas de transição com aços de baixa liga ferríticos, do tipo 2,25%Cr – 1%Mo e tubulações de aços inox austeníticos, chegou-se à conclusão que os metais de adição de ligas à base de níquel E NiCrFe-3 e ER NiCr-3, produzem juntas soldadas mais eficientes na operação dos equipamentos, em relação aos produtos de soldas à base de ferro. Reduzindo em primeiro lugar a migração de carbono do aço ferrítico e ademais apresentando coeficientes de expansão térmica adequados para suportar as condições de operação.

Desenho de juntas
Considerações técnicas estabeleceram um projeto de juntas com uma mudança gradual nas propriedades de expansão. Principalmente quando se usam soldas com um coeficiente de expansão térmica intermediário entre o aço ferrítico e o aço inox austenítico. Verificando que existe uma redução na tensão térmica originada na interface do aço ferrítico. Esta circunstância se melhora ainda mais com o uso de geometrias apropriadas nas juntas de solda, com ângulo pequeno.

Produtos indicados para efetuar uniões em tubos de caldeiras: E NiCrFe-3 e ER NiCr-3
Durante muitos anos, os eletrodos de aço inox austenítico E309L e E308L se usam para soldar tubos em usinas termoelétricas. Porque produzem metal de solda com coeficiente de dilatação térmica equivalente ao do metal de base, no lado austenítico. Embora a fissuração à quente seja o principal problema das soldas efetuadas com esses produtos, o metal depositado também contêm ferrita. Que pode transformar-se em fases fragilizantes durante o serviço dos tubos à altas temperaturas.

Atualmente, juntas dissimilares envolvendo aços ferríticos e austeníticos se efetuam com materiais de solda à base de níquel tipo inconel. Porque reduzem a migração de carbono e as tensões térmicas durante a operação dos equipamentos.
As uniões possuem boas propriedades metalúrgicas, bem como uma melhor estabilidade térmica do que as soldas de ligas inox austeníticas. Além disso, oferecem alta resistência à corrosão e da mesma forma, aumentam significativamente a resistência mecânica. Portanto, os consumíveis ENiCrFe-3 e ERNiCr-3 são produtos ideais para efetuar ligações dissimilares de aços ferríticos com aços austeníticos. Em termos de seu coeficiente de dilatação térmica, propriedades mecânicas e resistência à fissuração de solidificação.

C = 0,10 % max
Mn = 2,5 % – 3,5 %
Ni = 67,0 % min
Cr = 18.0 % – 22.0 %
Fe = 3.0 % max
Cu = 0.50 % max
Co = 0.12 % max
Ti = 0.75 % max
Cb/Ta = 2.0 % – 3.0 %