

Os eletrodos de inox se fabricam com quatro categorias de revestimentos. Sendo identificados com os dois últimos dígitos da classificação estabelecida na norma AWS A5.4.
EXXX-15
EXXX-16
EXXX-17
EXXX-26

Características e funções dos revestimentos
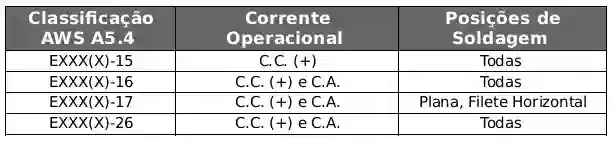
No processo de soldagem manual com arco elétrico, cada tipo de revestimento define não apenas as características operacionais, como também o tipo de transferência metálica. Ao mesmo tempo, a penetração das soldas e ademais a geometria e aparência dos cordões depositados. No entanto, para um determinado consumível, o controle rígido da composição química se mantém principalmente através de procedimentos individuais de fabricação.. Com a finalidade de poder cumprir todos os requisitos da norma AWS A5.4.
EXXX-15
Operam somente com corrente contínua e eletrodo positivo C.C. (+). Embora a utilização com corrente alternada seja possível, não representa sua aplicação principal. Ao mesmo tempo, a soldagem em todas as posições é possível somente com diâmetros inferiores a 4,0 mm.


EXXX-16
Trabalham não apenas com corrente alternada, como também com corrente contínua polo positivo C.C. (+). Se fabricam com elementos facilmente ionizáveis, como por exemplo o potássio. Adicionados com o propósito de estabilizar o arco elétrico de corrente alternada. Apresentando por conseguinte, boa estabilidade de arco e do mesmo modo, baixo número de respingos. Os cordões de solda são lisos e igualmente uniformes, com excelente aparência superficial. Além disso, eletrodos com diâmetros inferiores a 4,0 mm soldam em todas as posições.

EXXX-17
O revestimento desses eletrodos permite trabalhar satisfatoriamente com corrente alternada. Em faixas de correntes mais amplas, com a finalidade de produzir um arco spray muito intenso. Ao mesmo tempo, apresentam desempenho satisfatório com amperagens normais, estabelecendo frequentemente um arco elétrico suave, com baixo número de respingos.

EXXX-26
Eletrodos de inox projetados para operar primordialmente na posição plana ou da mesma forma, de filete horizontal. Frequentemente se produzem com revestimentos grossos, com o fim de conter maior quantidade de pós metálicos. Proporcionando por conseguinte, altas taxas de deposição.
Eletrodos de aço inoxidável comumente utilizados na indústria

Eletrodos de inox Austeníticos
Eletrodo E307
Frequentemente utilizado para soldar aços especiais com resistência moderada. Apresentando não apenas bom comportamento em juntas dissimilares, como também em aços manganês.
Eletrodo E308
Empregam-se para soldar metais de base com composições semelhantes, como por exemplo os tipos AISI 301, 302, 304 e 305.
Eletrodo E309
Contém 23,5%Cr, 13%Ni e até 0,15%C. Se usam para soldar composições semelhantes em peças forjadas ou fundidas. Da mesma forma, em uniões dissimilares e ademais para fazer revestimentos inoxidáveis acima de aços carbono.
Eletrodo E309Mo
O consumível é similar aos eletrodos de inox E309, mas com adição de molibdênio e uma pequena redução no teor de carbono. Empregado frequentemente para soldar aços cladeados com o aço AISI 316 ou da mesma forma, para revestir aços carbono.
Eletrodo E310
A composição do metal depositado puro consiste em 26,5%Cr e 21%Ni. Usado principalmente para soldar metais base com composição química semelhante.
Eletrodo E312
A composição do metal de solda consiste em 30%Cr e 9%Ni. Projetado para soldar ligas fundidas com composição semelhante, mas também para metais dissimilares. Especialmente quando um deles é um aço inoxidável com alto teor de níquel.
Eletrodo E316
Contém 18,5%Cr, 12,5%Ni e 2,5%Mo. Usado para soldar aços AISI 316 e ligas semelhantes. O molibdênio proporciona resistência à fluência e aumenta a ductilidade em temperaturas elevadas.
Eletrodo E317
A composição do metal de solda possui maior teor de liga que os eletrodos E316. Usado para ligas com composição química semelhante em ambientes de trabalho altamente corrosivos.
Eletrodo E318
Semelhante aos eletrodos de inox E316, mas com a adição de nióbio. Proporciona não apenas resistência à precipitação de carbonetos intergranulares, como também aumenta a resistência à corrosão intergranular.
Eletrodo E385
Eletrodo indicado para soldar para aços altamente resistentes à corrosão do tipo 904L. Composição: 20,5%Cr, 25%Ni, 5%Mo, 1,5%Cu
Eletrodos de inox Martensíticos e Ferríticos

Eletrodo E410
Eletrodo para soldar aços martensíticos duros com 12%Cr. Usado em ligas semelhantes e para revestir aços carbono. Requer tratamentos de preaquecimento e pós-aquecimento para obter uma adequada ductilidade.
Eletrodo E410NiMo
Eletrodos de inox empregados em peças fundidas CA6NM e dos tipos 410, 410S e 405. A composição química possui menor teor de cromo e maior quantidade de níquel que o eletrodo E410. Requer tratamentos térmicos pós-soldagem abaixo de 620°C.
Eletrodo E430
Possui resistência à corrosão balanceada e boa ductilidade. Composição: 15%Cr – 18%Cr. Requer tratamentos de preaquecimento e pós-aquecimento, para obter propriedades ótimas.
Eletrodos de aços inoxidáveis Duplex e Super Duplex

Eletrodo E2209
Indicado principalmente para soldar aços inoxidáveis com estrutura duplex, como UNS S31803, S32205, S32101 e S32304. O metal depositado tem uma microestrutura austenítica ferrítica tipo duplex. Combina alta resistência à tração com excelente resistência à corrosão por pites e da mesma forma, à fissuração por corrosão sob tensão.
Eletrodo E2594
Empregado primordialmente em aço inoxidável super duplex tipo 2507 e ligas semelhantes. Também pode usar-se para soldar aços carbono e de baixa liga a aços inoxidáveis duplex. Oferecendo não apenas aumento de resistência à tração, como também melhor resistência à corrosão por pites.