

Soldar inox com sucesso exige não apenas tomar cuidados especiais em relação ao ciclo de aquecimento, como também do resfriamento das peças. Da mesma forma, certificar-se de empregar consumíveis adequados para as diferentes aplicações técnicas.
Aços inoxidáveis: diferentes tipos
- Austeníticos: ligados ao Cr – Ni – Mo
Essas ligas são, com toda a certeza, as mais populares. Possuem excelente conformabilidade, resistência à corrosão e de maneira idêntica, ótima soldabilidade. Por outro lado, são não magnéticas. Os elementos de liga estão nas seguintes faixas: C ≤ 0,10 % / 16,0 % ≤ Cr ≤ 28,0 % / 3,5 % ≤ Ni ≤ 32,0 % / Mo ≤ 7,0 %
- Ferríticos: ligados ao Cr – Mo
O Cr e o Mo são por certo, os principais elementos de liga. Possuem baixo custo de fabricação, não aceitam tratamentos térmicos e ademais são produtos magnéticos. Os elementos de liga estão nas seguintes faixas: C ≤ 0,08 % / 10,5 % ≤ Cr ≤ 30,0% / Mo ≤ 4,5 %
- Duplex (Austeníticos – Ferríticos):ligados ao Cr – Ni – Mo – N
A microestrutura consiste principalmente numa mistura de austenita e ferrita. Por conseguinte, apresentam características de ambas as fases, com excelente resistência mecânica e ademais alta ductilidade. São magnéticos e ao mesmo tempo, não aceitam tratamentos térmicos. As faixas dos elementos de liga são: C ≤ 0,03 % / 21,0 % ≤ Cr ≤ 26,0 % / 3,5 % ≤ Ni ≤ 8,0 % / Mo ≤ 4,5 % / N ≤ 0,35 %
- Martensíticos: ligados ao Cr – Mo – Ni – V
Essas ligas aceitam tratamentos térmicos para uma ampla faixa de dureza . Por outro lado, a estrutura obtida é magnética. As faixas dos elementos de liga são: C ≤ 1,2 % / 11,5 % ≤ Cr ≤ 17,0 % / Mo ≤ 1,8 % / Ni ≤ 6,0 % / V ≤ 0,2 %
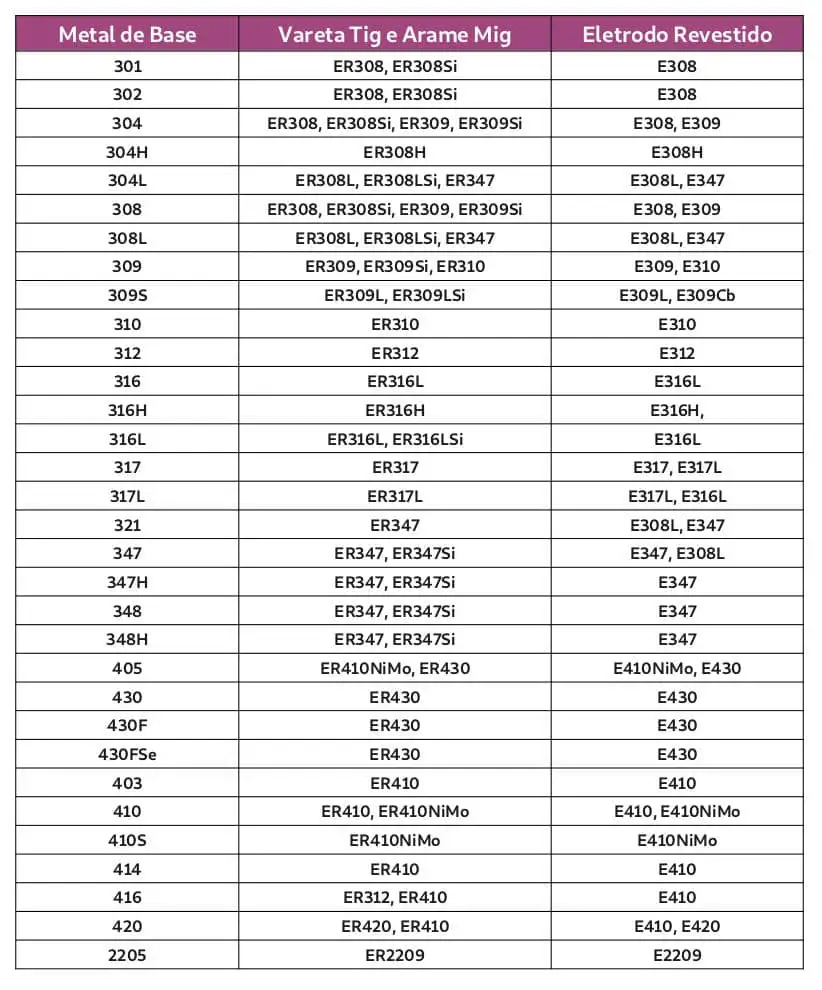
Consumíveis empregados para soldar inox

Técnicas mais utilizadas na industria
- Soldagem Tig


Neste processo, a energia necessária para a fusão do metal se fornece por um arco elétrico estabelecido entre um eletrodo de tungstênio não consumível e a peça de trabalho, sob uma atmosfera de gás inerte ou levemente redutora. Pode empregar-se metal de adição em forma de varetas nuas na operação manual, ou bobinas de arame na soldagem automática. Dependendo do metal de base e das aplicações, o gás de proteção pode ser Ar puro ou misturas de Ar, He e ademais H2.
- Soldagem Mig


No processo Mig, o calor da soldagem se produz no arco elétrico estabelecido entre um eletrodo metálico continuo, alimentado em forma automática e a peça de trabalho. Ao contrário do processo Tig, o eletrodo é totalmente consumível. As características mais importantes deste processo são: o uso de densidades de corrente muito altas e a elevada velocidade de fusão do arame. Para soldar inox, frequentemente se utilizam fontes de alimentação de C. C., conectando a tocha no polo positivo da máquina de solda.
- Eletrodo revestido

Embora seja um processo muito antigo, continua sendo muito empregado na atualidade, devido à sua flexibilidade e simplicidade de operação. O eletrodo se compõe por um núcleo de metal sólido ou tubular, revestido com uma camada de fluxo. O revestimento se aplica por extrusão e dá ao eletrodo uma certa “personalidade”. Atende três funções: elétrica, física e metalúrgica. A primeira se relaciona à iniciação do arco, enquanto a segunda diz respeito à viscosidade e tensão superficial da escória, que controlam a transferência metálica e a proteção do metal fundido. A função metalúrgica implica trocas químicas, determinando o refino do metal depositado.