

Na soldagem Mig e Tig de aços inox austeníticos, é essencial efetuar um controle rigoroso dos parâmetros operacionais. Com a finalidade de garantir uniões metálicas de boa qualidade.
Os aços inoxidáveis austeníticos
Possuem uma estrutura cristalina austenítica, caracterizada não apenas por alta resistência à corrosão, como também por boa formabilidade. São ligas à base de ferro, contendo principalmente altos teores de cromo e níquel, além de outros elementos químicos, como por exemplo molibdênio, titânio e nióbio. Que estão presentes em algumas variantes, com a finalidade de melhorar propriedades específicas em ambientes agressivos. A estrutura austenítica é estável a temperatura ambiente, sendo responsável pela excelente resistência à corrosão e à tração desses aços.


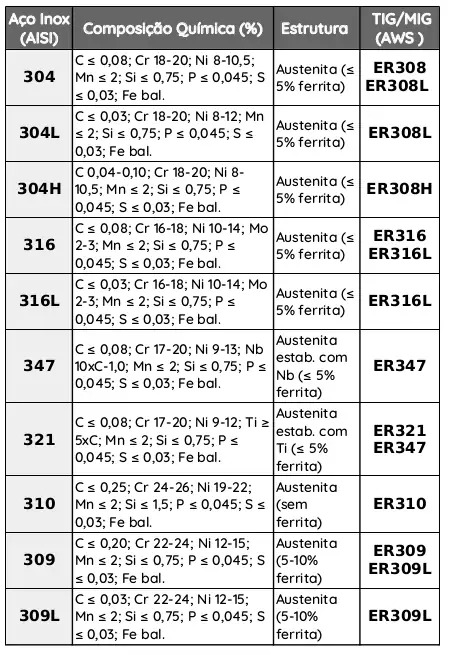
Principais tipos empregados na indústria:
- AISI 304 (18% Cr, 8% Ni): Uso geral em tanques e ademais em tubulações.
- AISI 316 (16% Cr, 10% Ni, 2% Mo): Melhor resistência a meios corrosivos, como água de mar e ácidos orgânicos.
- AISI 321 e 347: Aços estabilizados com titânio e nióbio, com o fim de evitar sensitização nas juntas soldadas.
Consumíveis indicados para soldagem Mig e Tig:
- ER308/ER308L: Usados para soldar aços AISI 304/304L
- ER316/ER316L: Adição de molibdênio com a finalidade de melhorar a resistência à corrosão.
- ER347/ER321: Estabilizados com Nb e Ti, respectivamente, para evitar corrosão intergranular.
- ER310/ER309: Usados em altas temperaturas ou para unir aços inox a outros metais ferrosos.

Precipitação de carbonetos de cromo
Durante a soldagem Mig e Tig, a zona afetada pelo calor no metal de base, atinge temperaturas entre 450°C e 850°C. Faixa crítica onde podem formar-se carbonetos de cromo nos contornos de grão austenítico, principalmente em aços inoxidáveis com alto teor de carbono. Ocorre quando o carbono se combina com o cromo, formando como resultado carbonetos de cromo ao longo das fronteiras dos grãos austeníticos. Isso resulta em uma diminuição da concentração de cromo na matriz, reduzindo por conseguinte a resistência à corrosão dos aços. Esse fenômeno é conhecido como “sensitização”. Para mitigar o problema, é comum utilizar aços inoxidáveis com baixo teor de carbono (graus L), ou estabilizados com outros elementos, tais como titânio (Ti) e nióbio (Nb), que formam carbonetos mais estáveis. Evitando dessa forma, a precipitação de carbonetos de cromo nas juntas soldadas.
Mecanismo da sensitização:
- Aquecimento na região afetada pelo calor: O carbono migra para os contornos de grão.
- Formação de carbonetos de cromo: O cromo reage com o carbono, reduzindo por conseguinte sua concentração na matriz.
- Corrosão Intergranular: A região empobrecida em cromo torna-se suscetível a ataques químicos.
Soluções para evitar a corrosão intercristalina:
- Uso de aços inox estabilizados (321, 347): Adição de titânio ou nióbio, que têm maior afinidade com o carbono. Evitando dessa maneira, a precipitação de carbonetos de cromo.
- Redução do teor de carbono (graus L ): Ex.: 304L e 316L (C ≤ 0,03%).
- Resfriamento rápido: Minimiza o tempo na faixa crítica de temperaturas de precipitação.

Entrada de calor e velocidade de soldagem
A entrada de calor (Q) é um parâmetro crítico na soldagem Mig e Tig de aços inoxidáveis austeníticos, calculada pela fórmula abaixo:
Q = S × 1000V × I × 60 (kJ/mm)
Onde:
- V = Tensão (V)
- I = Corrente (A)
- S = Velocidade de soldagem (mm/min)
Valores elevados da entrada de calor aumentam o risco de precipitação de carbonetos de cromo, crescimento de grão e ademais distorções. O controle se efetua ajustando a corrente, tensão e da mesma forma, a velocidade de soldagem. Por outro lado, o excesso de calor pode causar fragilização na região afetada pelo calor e mudanças indesejadas na microestrutura do metal base. Incluindo a formação de ferrita delta em excesso, prejudicando por conseguinte, as propriedades mecânicas das juntas soldadas.
Efeitos da entrada de calor:
- Alta entrada de calor: Aumenta o tempo na faixa crítica, favorecendo a sensitização e provocando distorções.
- Baixa entrada de calor: Pode causar falta de penetração nas juntas.
Influência da velocidade na soldagem Mig e Tig:
- Velocidade alta: Menor penetração e risco de porosidade.
- Velocidade baixa: Maior penetração, mas maior distorção.
Gases de proteção empregados na soldagem Mig e Tig
A seleção do gás de proteção influencia a estabilidade do arco, penetração e a qualidade do cordão de solda.
Processo Mig:
Misturas de argônio com CO₂ ou O₂ se empregam frequentemente na indústria. O CO₂ aumenta a penetração e a fluidez do banho metálico, mas por outro lado, pode aumentar o número de respingos. A escolha do tipo de gás afeta a transferência metálica e por conseguinte, as características do cordão.
- Argônio + CO2 (98/2 ou 95/5): Reduz respingos e ademais melhora a transferência por curto circuito.
- Argônio + O2 (1-2% O2): Aprimora a molhabilidade durante a fusão metálica, favorecendo dessa maneira a penetração.
Processo Tig:
O argônio é o gás de proteção mais frequentemente utilizado. Pois é inerte e não reage com o metal fundido, oferecendo ao mesmo tempo boa estabilidade de arco. Por outo lado, misturas com hélio elevam a energia térmica, aumentando por conseguinte a penetração. Sendo úteis, principalmente em materiais mais espessos.
- Argônio puro (99,99%): Boa estabilidade e limpeza do arco.
- Misturas Ar/He (70/30 ou 50/50): Aumentam a penetração em chapas grossas.
- Adição de H2 (1-2%): Melhora a fluidez do metal de solda (apenas para aços austeníticos).

Prevenção de distorções e rachaduras na soldagem Mig e Tig
O uso de dispositivos de fixação, soldagem em pontos alternados e sequências planejadas, são essenciais para evitar o empenamento nas peças de trabalho. Além disso, o resfriamento controlado, soldagem em passes curtos e técnicas como “backstep”, se utilizam para reduzir as tensões internas.
Distorções:
- Pré-conformação: Aplicar contra flexão antes da soldagem.
- Sequência de soldagem: Técnicas em zigue-zague ou de backstep.
- Fixação rígida: Uso de grampos e placas de apoio.
- Soldagem Mig e Tig em múltiplos passes: Distribuição uniforme do calor.
Rachaduras:
- Controle da diluição: Para evitar excesso de ferro em soldas dissimilares.
- Uso de consumíveis com ferrita delta (4-12% FN): A ferrita absorve impurezas e portanto reduz a tendência as trincas no cordão de solda.
Desenhos de juntas
As juntas mais utilizadas na soldagem Mig e Tig de aços inox austeníticos incluem: a topo, com chanfro em V, em U, e quadrada. Sua escolha depende da espessura do material de base e da acessibilidade do arco elétrico. A preparação deve permitir boa penetração, minimizando o excesso de reforço, assegurando continuidade metalúrgica entre o metal base e o metal de adição.
Juntas mais comuns:

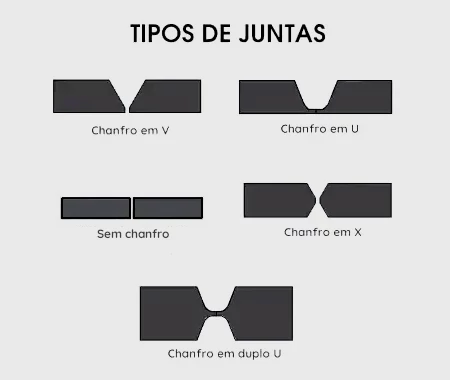
- Chanfro em V (60°-70°): Para chapas acima de 3 mm.
- Juntas em U e J: Economizam metal de adição em chapas grossas.
- Solda de topo sem chanfro: Para chapas finas (< 3 mm).
Técnicas recomendadas:
- Fluxo adicional de gás argônio no verso: Aplicado com a finalidade de evitar oxidações no cordão de raiz.
- Fontes de alimentação com arco pulsado: Reduz a entrada de calor do arco elétrico e melhora a geometria do cordão.
Tratamentos térmicos na soldagem Mig e Tig
Normalmente, os aços inoxidáveis austeníticos não requerem tratamentos de preaquecimento, exceto em condições de baixas temperaturas ou em soldagens espessas. O pós-aquecimento também não é comum na soldagem Mig e Tig, mas pode usar-se para aliviar as tensões em componentes críticos. Por outro lado, tratamentos térmicos de pós-soldagem (solubilização) podem aplicar-se em casos de grande responsabilidade, com a finalidade de dissolver precipitados e por conseguinte, restaurar a resistência à corrosão.
Aplicações industriais
Os aços inox austeníticos encontram ampla aplicação em diversas indústrias, como:
- Indústria química e petroquímica: Equipamentos, tubulações e tanques que lidam com produtos corrosivos.
- Indústria alimentícia e de bebidas: Máquinas, utensílios e recipientes que entram em contato com alimentos e bebidas.
- Indústria farmacêutica e de biotecnologia: Instalações que requerem alta resistência à corrosão e facilidade de limpeza.
- Indústria de energia: Componentes de usinas nucleares, termoelétricas e de energia renovável.
- Indústria de transporte: Carrocerias, tanques e estruturas de veículos, especialmente em ambientes marinhos.
- Indústria de construção civil: Estruturas, fachadas e elementos decorativos em ambientes agressivos.

