

A soldagem especial em metais dissimilares envolve a união de peças e componentes mecânicos com diferentes composições químicas, estruturas cristalinas e coeficientes de expansão térmica.
O principal desafio destas técnicas consiste principalmente em criar ligações fortes e duráveis, com o fim de minimizar o risco de trincas, porosidades e da mesma forma, outros defeitos metalúrgicos.

Dificuldades na soldagem especial dissimilar
- Incompatibilidade do coeficiente de expansão térmica: alguns metais se expandem e contraem a taxas diferentes quando se aquecem, o que pode resultar na criação de trincas ou de deformações permanentes.
- Formação de compostos intermetálicos: metais incompatíveis podem reagir quimicamente durante o processo de soldagem especial, levando à formação de compostos intermetálicos frágeis, que sem dúvida, enfraquecem as uniões.
- Tensões residuais: o aquecimento e o resfriamento podem criar tensões residuais nas juntas, aumentando dessa forma, a probabilidade de trincas.
- Corrosão: algumas combinações de metais dissimilares são propensas à corrosão galvânica, devido principalmente às diferenças no potencial eletroquímico.


A soldagem especial dissimilar é indispensável em indústrias que requerem materiais leves, resistentes à corrosão ou da mesma forma, de alta resistência.
Metais mais comuns usados na soldagem especial dissimilar
Ferrosos
- Aços carbono: usados extensivamente na construção de máquinas e equipamentos industriais e ademais em tubulações.
- Aços inoxidáveis: conhecidos por sua resistência à corrosão, frequentemente usados em ambientes químicos agressivos.
- Ferros fundidos: empregados em máquinas pesadas, tubulações e igualmente em componentes automotivos.
Não ferrosos
Metais não ferrosos não contêm ferro e incluem:
- Alumínio e suas ligas: conhecidos em primeiro lugar, por sua leveza e resistência à corrosão, se usam amplamente nas indústrias aeroespacial e automotiva.
- Cobre e suas ligas (bronzes, latões): usados em aplicações elétricas e hidráulicas, devido sobretudo à sua condutividade e resistência à corrosão.
- Ligas de níquel: resistentes à altas temperaturas e à corrosão. Usados em processos químicos e do mesmo modo, na geração de energia.
- Titânio: extremamente forte e leve, ideal não apenas para aplicações aeroespaciais , como também biomédicas.

A compatibilidade metalúrgica entre metais é crucial para garantir a resistência e durabilidade da junta soldada. Algumas combinações de metais apresentam grandes desafios, devido à formação de compostos intermetálicos, que alteram as propriedades do metal de solda. Por outro lado, aços inoxidáveis e aços carbono, podem unir-se com relativa facilidade, usando materiais de soldagem especial, que minimizem a formação de fases duras e frágeis.
Soldagem especial dissimilar com materiais ferrosos
Soldar materiais ferrosos dissimilares introduz desafios relacionados às diferenças na expansão térmica, pontos de fusão e compatibilidade metalúrgica. Essas diferenças podem levar à formação de fases frágeis, trincas ou perda de propriedades mecânicas nas juntas soldadas. Portanto, a seleção de materiais de adição e tratamentos térmicos adequados, são com toda a certeza, essenciais para assegurar a qualidade das uniões.
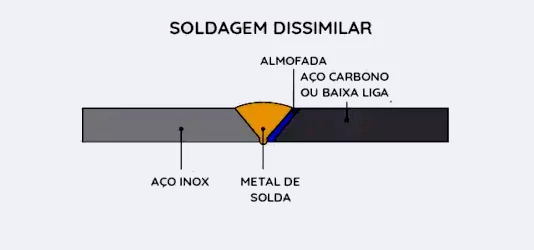
Aços inoxidáveis com aços carbono
A princípio, não se aconselha soldar aços carbono diretamente com aços inoxidáveis, pois isso pode produzir metal de solda com alto teor de martensita. Uma fase metalúrgica extremamente dura e frágil, muito suscetível à formação de fissuras.
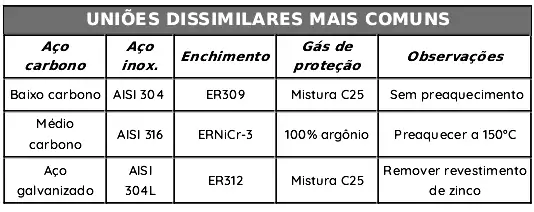
Ao soldar aços inox austeníticos dos tipos AISI 304/316 com aços carbono AISI 1020 ou 1045, a escolha do metal de adição varia conforme as aplicações técnicas envolvidas e as temperaturas de serviço das juntas soldadas. Para temperaturas inferiores a 400ºC, frequentemente se indicam consumíveis de aço inox austenítico ER307, ER309 ou ER312. Para temperaturas mais elevadas, ligas de níquel ERNiCr-3 ou ENiCrFe-2/3.
Preaquecimento e pós-aquecimento
O preaquecimento do lado do aço carbono, ajuda a minimizar o estresse térmico, evitando por conseguinte, à formação de trincas. Principalmente ao soldar aços carbono de médio teor de carbono, como o AISI 1045. Neste caso, o tratamento térmico pós-soldagem pode ser necessário para reduzir as tensões residuais, primordialmente em seções grossas ou em juntas com alta restrição. Nos casos em que a resistência à corrosão é crucial, é necessária uma limpeza pós-soldagem do aço inoxidável, como a passivação, para restaurar suas propriedades iniciais de resistência à corrosão.

Aços carbono com aços de baixa liga
Ao soldar o aço carbono ASTM A36 com aços de baixa liga dos tipos A514, 4130 ou 4340, se aconselha empregar um metal de adição com resistência mecânica superior ao metal de base de menor resistência, que neste caso é o aço carbono ASTM A36. Isso se deve principalmente ao fato de que a resistência da junta soldada nunca poderá superar o valor do componente mais fraco. Para unir esses materiais, se indicam consumíveis para soldar aços carbono, como por exemplo AWS E7018 ou AWS ER70S-6.
Tratamentos térmicos
O preaquecimento se aplica primordialmente, para reduzir o risco de trincas induzidas por hidrogênio. Temperaturas de preaquecimento em torno de 150°C a 200°C são típicas. O tratamento térmico pós-soldagem também se recomenda para aliviar as tensões residuais, evitando dessa forma, fraturas frágeis. Especialmente em seções mais espessas.

Ferros fundidos com aços carbono ou de baixa liga
A soldagem de ferros fundidos com aços carbono ou baixa liga, apresenta desafios significativos devido ao alto teor de carbono dos ferros fundidos, o que pode levar à formação de estruturas martensíticas frágeis na zona afetada pelo calor, aumentando a probabilidade de trincas.
Consumíveis de soldagem e metais de adição
Metais de adição à base de níquel se utilizam amplamente para soldagem de ferros fundidos com aços, devido principalmente à sua ductilidade e da mesma forma, a capacidade de acomodar as tensões térmicas geradas durante o resfriamento. Eletrodos revestidos, varetas Tig ou arames Mig à base de níquel, como por exemplo o consumível ENiFe-CI, se escolhem frequentemente, pois oferecem boa fusão tanto com o ferro fundido quanto com o aço, minimizando dessa maneira, a formação de fases duras.
Tratamento térmicos
O preaquecimento pode empregar-se ao soldar ferros fundidos com aços carbono ou de baixa liga, tipicamente na faixa de 200°C a 350°C, para reduzir a taxa de resfriamento e evitar a formação de martensita frágil. O resfriamento lento, das peças se recomenda sobretudo para aliviar as tensões residuais e ademais evitar trincas.
Processos empregados na soldagem especial dissimilar
Por fusão
Envolve a fusão dos metais de base para formar uma junta. As técnicas comuns de soldagem especial por fusão incluem:
- Soldagem Tig: frequentemente usada para soldagem precisa de metais dissimilares, oferecendo alto controle, mas exigindo operadores habilidosos.
- Soldagem Mig: adequada para unir metais com diferentes espessuras, especialmente para combinações de metais ferrosos e não ferrosos.
- Soldagem a laser: oferece controle preciso e minimiza a zona afetada pelo calor, reduzindo a probabilidade de tensões residuais nas juntas de metais dissimilares.

Em estado sólido
Este processo não envolve a fusão dos materiais de base, tornando-o adequado para unir metais com diferenças significativas nos pontos de fusão.
- Soldagem por fricção: usada para metais dissimilares como alumínio e aço, onde o calor gerado pela fricção amolece os materiais e permite que eles se soldem sem derreter.
- Soldagem ultrassônica: comumente usada para metais dissimilares, especialmente em aplicações elétricas.
Outras técnicas de soldagem dissimilar
- Soldagem por explosão: usada para unir metais dissimilares que são difíceis de soldar usando métodos convencionais. O processo envolve uma explosão controlada que força os dois metais a se unirem em alta velocidade, criando uma forte ligação, sem derreter os materiais.
- Soldagem por difusão: empregado nas indústrias aeroespacial e de geração de energia, para unir ligas resistentes à altas temperaturas.

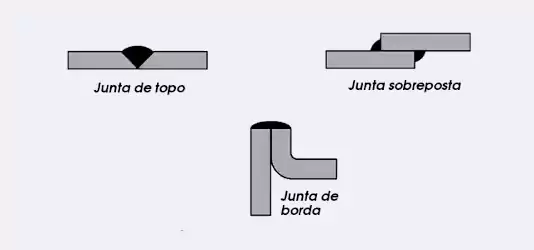
Projetos de juntas para soldagem especial dissimilar
De topo
São comuns em aplicações estruturais e podem usar-se na soldagem especial dissimilar, com materiais apropriados. A chave é escolher um metal de enchimento que forneça boas propriedades mecânicas e ademais minimize a formação de fases frágeis.
De sobreposição
Se usam frequentemente para soldar metais com diferenças acentuadas de espessura ou propriedades térmicas. Este projeto minimiza o impacto da expansão e contração diferencial durante o aquecimento e resfriamento.
De borda
Se utilizam em aplicações onde a espessura varia significativamente entre os materiais. Este design ajuda a reduzir a incompatibilidade térmica, que pode levar a trincas durante a soldagem.
Aplicações Industriais das uniões dissimilares
Aeroespacial e aviação
A soldagem especial dissimilar se usa frequentemente para unir materiais de alta resistência e leveza. Esses materiais são críticos para reduzir o peso das aeronaves, mantendo a integridade estrutural. Por exemplo, em motores de turbina, para unir ligas de níquel ao aço inoxidável, garantindo principalmente o desempenho em altas temperaturas.
Fabricação automotiva
As técnicas de soldagem especial dissimilar são necessárias para unir materiais leves, melhorando a eficiência de combustível sem comprometer a segurança. Também se utiliza para combinar materiais resistentes à corrosão, como por exemplo aços inoxidáveis com componentes estruturais de aços carbono.
Geração de energia
As ligações dissimilares são necessárias nas indústrias de energia, principalmente em usinas nucleares e térmicas. Componentes como trocadores de calor e caldeiras, frequentemente exigem a soldagem entre ligas de níquel e aço inoxidável, com o fim de resistir altas temperaturas e ambientes corrosivos.
