

A soldagem de cobre e suas ligas se efetua em forma satisfatória empregando os principalmente processos Tig e Mig. Da mesma forma, o eletrodo revestido também pode utilizar-se, embora a qualidade dos depósitos não seja muito boa.
O cobre
Possui boa ductibilidade, sendo facilmente trabalhado e ademais fortalecido por encruamento. Durante o processo de solidificação, não sofre transformações de fase e por conseguinte, não aceita tratamentos térmicos. Assim também se acontece com as ligas de cobre. Portanto; qualquer aplicação de calor amolecerá o metal trabalhado a frio. Alterando por conseguinte, as propriedades mecânicas das juntas.


Técnicas mais utilizadas para a soldagem de cobre
Os processos Tig e Mig se usam frequentemente para soldar cobre e suas ligas. Devido principalmente à alta entrada de calor do arco elétrico. Que é muito importante para unir metais com alta condutividade térmica.
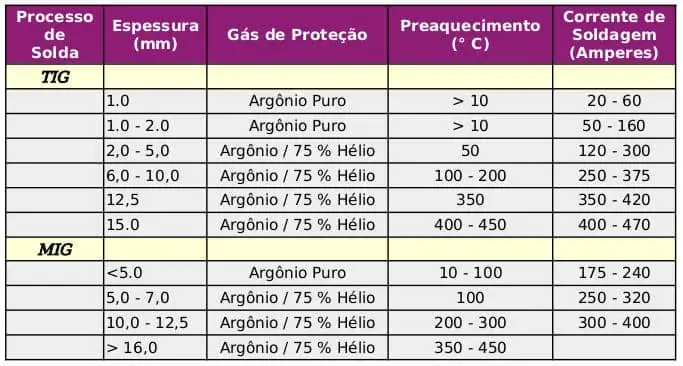
1-Tig
Os metais de adição frequentemente empregados para soldar cobre puro são ERCu e ademais ERCuSi-A. Seções de cobre de até 16,0 mm de espessura podem soldar-se facilmente usando este processo. Para espessuras de até 1,6 mm, se prefere o gás de proteção argônio. Entretanto, para maiores espessuras, se empregam misturas contendo hélio.
2- Mig
A princípio, frequentemente se utilizam arames da classificação ERCu para soldar cobre puro. Por outro lado, a escolha das misturas de gases inertes dependerá principalmente da dimensão das peças de trabalho. O argônio puro se emprega para espessuras inferiores a 6 mm e para seções maiores, misturas argônio hélio. Ao mesmo tempo, o preaquecimento se faz necessário em juntas com espessuras acima de 2 mm.

Preparação das Peças
Antes de efetuar a soldagem de cobre, as superfícies das juntas deverão estar totalmente limpas e livres de contaminantes tais como óleos, graxas, tintas, óxidos e da mesma forma, sujeiras. Portanto, se recomenda limpar as peças com uma escova de bronze e logo depois, desengordurar com produtos adequados. Ao mesmo tempo, a camada de óxido superficial formada durante a soldagem deverá eliminar-se após a deposição de cada cordão de solda.


Tratamentos térmicos de preaquecimento
Peças de cobre puro com seções muito grossas certamente vão precisar ser preaquecidas. Com a finalidade de evitar à saída do calor nas regiões próximas às soldas. Ao contrário, a maioria das ligas de cobre não requerem tratamentos térmicos especiais, porque a difusividade do calor é inferior a do cobre puro. Portanto, componentes de bronze alumínio e de ligas cobre níquel podem soldar-se normalmente à temperatura ambiente.


Consumíveis empregados para a soldagem de cobre puro


Composição química (%)
Cu + Ag = 98,0 %
Sn = 1,0 % máx.
Mn = 0,50 % máx.
Si = 0,50 % max

Composição química (%)
Mn = 1.50 % max
Si = 2.8 – 4.0 % max
Sn = 1.00 max
Zn = 1.00 max
Cu = Resto