

O eletrodo inox E309 se recomenda para fazer ligações heterogêneas entre o aço AISI 304 com aços carbono e também para efetuar revestimentos superficiais resistentes à corrosão. Da mesma forma, o eletrodo austenítico E309Mo se utiliza para unir o aço AISI 316 com aços estruturais ferríticos.
Soldagem dissimilar com eletrodo inox austenítico
A soldagem de materiais diferentes se emprega na indústria de geração de energia, em refinarias petroquímicas, fabricação de componentes automotivos, caldeiras, instalações de mineração e da mesma forma em processamento de minerais.


Unir materiais diferentes, como aço inoxidável e aço carbono, é com toda a certeza, uma escolha muito mais econômica do que fabricar uma estrutura inteiramente em aço inoxidável. Além disso, a resistência à corrosão fornecida pelo aço inoxidável é necessária para o funcionamento normal dos equipamentos nessas instalações. Dessa forma, o aço carbono, sendo um produto menos ligado e mais barato, desempenha um papel importante na redução dos custos de fabricação.
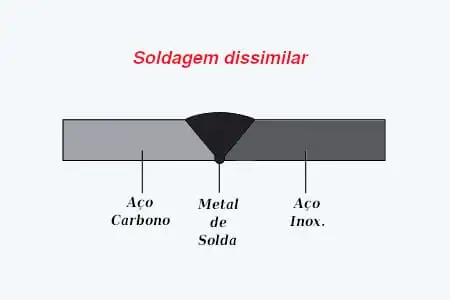
Entretanto, o aço carbono não pode soldar-se diretamente aos aços inoxidáveis austeníticos com o eletrodo inox E308. Pois o metal de solda formará martensita com baixa ductilidade e que, à medida que se contrai, pode provocar fissuras. Portanto, é fundamental escolher o metal de adição certo, para assegurar soldas de boa qualidade.

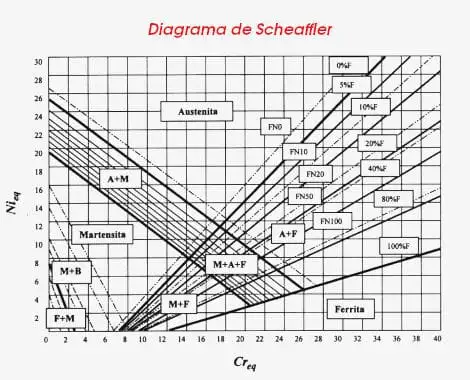
O eletrodo inox E309 representa com toda a certeza, a melhor alternativa para unir o aço AISI 304 com aços carbono. Por outro lado, a avaliação da microestrutura final do metal de solda diluído, pode efetuar-se com o diagrama de Schaeffler. Verificando que conterá aproximadamente 4% de ferrita na matriz austenítica e assegurando por conseguinte uma boa resistência à fissuração.

Técnicas de soldagem
Os processos de solda por arco elétrico Tig, Mig e eletrodo revestido são ideais para unir aços inox austeníticos aos aços carbono ou baixa liga. A soldagem se realiza à temperatura ambiente e sem preaquecimento. A menos que o aço carbono tenha um teor de carbono superior à 0,2% ou uma espessura de mais de 30 mm. Nessas circunstâncias, se aconselha preaquecer o lado ferrítico a uma temperatura de 150 ° C e trabalhar com consumíveis totalmente secos.

Preparação de juntas
Ao soldar aço galvanizado ao aço inoxidável, é essencial remover a camada superficial de Zn. Com a finalidade de evitar fissuração à quente no metal de solda. As superfícies das juntas devem estar limpas e ademais isentas de graxas, tintas ou óleos. Pois os contaminantes poderão provocar um aumento de carbono na região de solda, com possível sensibilização à corrosão intergranular.

Eletrodo inox E309L


C = 0,04 % max
Si = 0,90 % max
Cr = 22,0 % – 25,0 %
Ni = 12,0 % – 14,0 %
Mo = 0,75 % max
Mn = 0,5 % – 2,5 %
Cu = 0,75 % max
Eletrodo inox E309Mo

Composição Química (%) – Valores típicos
C = 0,07 %
Si = 0,90 %
Cr = 22,0 % – 25,0 %
Ni = 12,0 % – 14,0 %
Mo = 2,0 % – 3,0 %
Mn = 0,5 % – 2,5 %
Cu = 0,75 %