O diagrama de Schaeffler é uma ferramenta essencial para prever a constituição das fases metalúrgicas presentes nos depósitos de solda de aços inoxidáveis, principalmente quando se trabalha com metais de base austeníticos. Este diagrama se destaca por sua capacidade de prever a quantidade de ferrita e austenita na solda, ajudando por conseguinte a evitar problemas estruturais como por exemplo microfissuras no metal de solda.
Através do cálculo do cromo equivalente (Creq) e do níquel equivalente (Nieq), o diagrama permite identificar as proporções de elementos que estabilizam tanto a ferrita quanto a austenita. O que é crucial para garantir não apenas a resistência mecânica, como também a integridade das soldas.


A importância do diagrama de Schaeffler está principalmente em sua capacidade de ajustar o processo de soldagem, de acordo com as propriedades desejadas para o metal de solda. Uma microestrutura controlada é fundamental para garantir a resistência ao impacto, a ductilidade e ademais a tenacidade das juntas soldadas. Sobretudo em aplicações que envolvem aços inoxidáveis austeníticos e aços carbono ou de baixa liga.
Utilidade do diagrama de Schaeffler
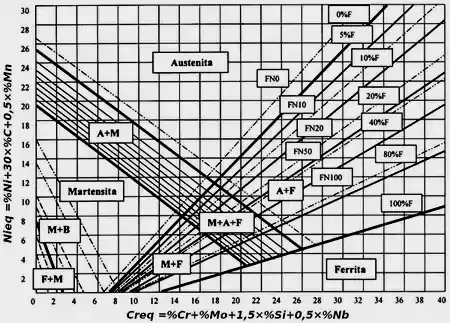
O diagrama de Schaeffler relaciona a composição química dos componentes metálicos, representados com números chamados “cromo equivalente” (estabilizador da fase ferrítica) e “níquel equivalente” (estabilizador da fase austenítica). Que se calculam com fórmulas matemáticas, à partir das porcentagens em peso dos elementos químicos presentes nos metais.
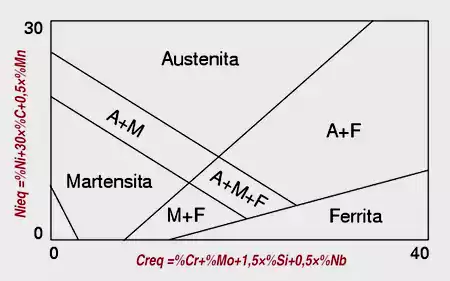
Constitui um gráfico cartesiano, onde o eixo “X” representa o cromo equivalente (Creq) e o eixo “Y” representa o níquel equivalente (Nieq). As regiões do diagrama representam as diferentes microestruturas metalúrgicas que estão presentes nas juntas soldadas.

Cálculo do cromo equivalente e do níquel equivalente
Para usar o diagrama de Schaeffler, os valores de Creq e Nieq se determinam da seguinte maneira:
- Cromo equivalente (Creq):
Creq =%Cr+%Mo+1,5×%Si+0,5×%Nb
- Níquel equivalente (Nieq):
Nieq =%Ni+30×%C+0,5×%Mn
Essas fórmulas permitem que os engenheiros avaliem a propensão das ligas à formação de ferrita (Creq) ou de austenita (Nieq). Com a finalidade de balancear esses elementos, para alcançar uma microestrutura adequada. Evitando dessa maneira, a formação de fases indesejadas, que possam comprometer a qualidade das soldas.
Distribuição de fases no diagrama de Schaeffler
O gráfico se divide em regiões, que representam diferentes fases metalúrgicas:
- Austenita primária: área que indica uma estrutura austenítica predominante. Aparece nas soldagens de aços inoxidáveis austeníticos puros.
- Ferrita + austenita: região com mistura de ferrita e austenita, determinando alta resistência às trincas e ademais boas propriedades de tenacidade.
- Martensita: fase endurecida, que pode ser indesejável em alguns casos, devido principalmente à sua fragilidade.
A zona ideal para soldagem é frequentemente a que apresenta uma quantidade moderada de ferrita (entre 3 a 5%), já que essa proporção reduz a possibilidade de microfissuras e por conseguinte melhora a resistência mecânica do depósito de solda.
Importância prática do diagrama de Schaeffler
O diagrama de Schaeffler se utiliza frequentemente para evitar problemas de micro fissuração em cordões de solda, principalmente em soldagens de aços inoxidáveis austeníticos.Por outro lado, permite ajustar o processo de soldagem e da mesma forma, o material de adição para diferentes tipos de soldages. Isso é particularmente importante em setores como o de petróleo e gás, onde a resistência à corrosão e à pressão é essencial.
A presença de uma quantidade controlada de ferrita, entre 3 e 5%, se considera ideal para evitar trincas e ademais garantir a estabilidade do depósito de solda. Resultando dessa forma, em soldas com melhores propriedades mecânicas e resistência à corrosão.

Diluição nas soldas
É um conceito fundamental nos processos de soldagem por fusão, para entender as interações entre o material de base e o metal de adição. Ela se refere à quantidade de material de base fundido que se mistura ao metal de adição, influenciando não apenas na composição química, como também nas propriedades metalúrgicas do metal depositado.
A diluição é relevante principalmente nas uniões de aços inoxidáveis com outros materiais ferríticos, onde a resistência à corrosão e a resistência mecânica dependem da composição final do metal de solda.

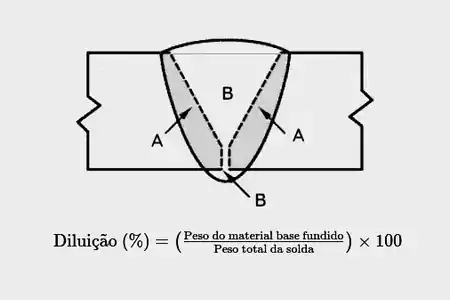
Cálculo da diluição
Pode ser determinar-se pela seguinte fórmula:
D = (A/A+B) x 100
Onde:
- D é a diluição (%)
- A é a área do material de base fundido na junta soldada.
- B é a área do metal de adição depositado.
Em outras palavras, a diluição mede a proporção de material de base que se funde e incorpora ao cordão de solda. Quanto maior é o valor de diluição, maior será a quantidade do metal de base que participa na composição do metal de solda. Determinando por conseguinte sua microestrutura metalúrgica e ademais sua dureza. Em algumas aplicações, como por exemplo na soldagem de aços inoxidáveis, esse fator é crítico para garantir as propriedades anticorrosivas e estruturais desejadas.
Valores da diluição nos processos de soldagem mais comuns
Os números típicos são:
Solda Tig (GTAW)

A diluição neste processo costuma ser menor, com valores em torno de 10% a 20%, porque se opera com baixas amperagens e ademais uma fonte de calor concentrada. Resultando em soldas com penetração pequena e menor quantidade de metal de base refundido.
Solda Mig (GMAW)

Este processo é mais rápido do que a solda Tig e permite uma penetração profunda, principalmente com corrente contínua e polaridade positiva. O que gera uma diluição ligeiramente maior, frequentemente entre 15% a 25%.
Eletrodo revestido (SMAW)

O eletrodo revestido gera uma diluição média, variando de 20% a 30%. Permite uma penetração relativamente profunda, porém depende de fatores como o tipo e a espessura do revestimento, que influenciam na quantidade de material base fundido.
Arco Submerso (SAW)

A diluição no processo de arco submerso é mais alta, com valores que podem variar entre 30% a 60%. Este processo utiliza alta taxa de deposição, levando por conseguinte a uma fusão significativa do material de base, o que resulta em alta diluição.
Os valores da diluição variam de acordo com os parâmetros específicos para cada procedimento de soldagem, como por exemplo a corrente de solda, tensão e a velocidade de avanço, bem como o tipo e espessura do metal de base e o consumível utilizado.
Microestruturas resultantes no diagrama de Schaeffler
A diluição influencia a microestrutura do metal de solda ao afetar a composição final da zona fundida. Para materiais como o aço inoxidável, onde a estrutura final é determinante para a resistência à corrosão e as propriedades mecânicas, a compreensão do efeito da diluição é crucial.
Por exemplo, em aços inoxidáveis austeníticos, a diluição excessiva pode aumentar a quantidade de ferrita no metal de solda, o que impacta principalmente a resistência à corrosão e a ductilidade. Já em aços inoxidáveis ferríticos, a presença excessiva de níquel (oriundo de um material de adição austenítico) pode transformar a estrutura para uma mistura austenítica indesejada, reduzindo por conseguinte a resistência mecânica a altas temperaturas.
A diluição deve controlar-se rigorosamente em aplicações críticas de soldagem. Em aços inoxidáveis, é essencial para evitar a formação de fases indesejadas que podem comprometer a resistência à corrosão.
Aplicações práticas do diagrama de Schaeffler em soldagens dissimilares
Esta ferramenta é particularmente útil em uniões dissimilares, onde a combinação de metais com diferentes composições químicas pode gerar desafios.
Exemplo 1: Soldagem de um aço baixa liga com o aço inoxidável austenítico AISI 304
A microestrutura final dos cordões de solda, pode determinar-se usando o diagrama de Schaeffler, à partir dos valores de cromo equivalente e níquel equivalente, correspondentes aos metais de base e ao metal de adição. Esses números marcam-se como coordenadas no diagrama de Schaeffler, determinando dessa maneira pontos que representam as microestruturas das juntas metálicas. Logo depois, podemos conectá-los com uma linha, para achar a microestrutura resultante do metal de solda. Em seguida selecionamos um metal de adição adequado que evite uma formação de fases metalúrgicas prejudiciais, com teores indesejados de ferrita ou martensita.

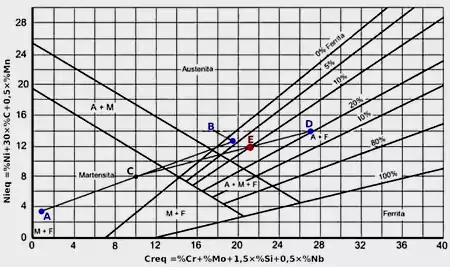
No diagrama que se apresenta na imagem, o aço de baixa liga (contendo 0,12% C, 1% Mn e 0,5% Cr – ponto azul “A”) se solda a um aço inoxidável AISI 304 (contendo 19% Cr, 9% Ni, 0,08% C, 1% Mn, 1% Si – ponto azul “B”), utilizando o arame Mig ER309LMo (contendo 25% Cr, 13% Ni, 0,03% C, 1,5% Mn, 1% Si, 0,5% Mo – ponto azul “D”).
- Aço de baixa liga:
- Creq = 0,5%
- Nieq = 3,85%
- Aço inoxidável austenítico:
- Creq = 20,5%
- Nieq = 11,9%
- Arame Mig austenítico ER309LMo:
- Creq = 27%
- Nieq = 14,65%
Neste caso, deseja-se que o metal de solda resultante apresente uma certa quantidade de ferrita, com o fim de evitar a formação de microfissuras. A região de solda (considerando uma diluição superior a 30%), resultante no ponto vermelho “E”, próxima ao aço inoxidável AISI 304 (ponto azul “B”), terá um teor de ferrita aproximado de 10%.
Exemplo 2: Soldagem de aço inoxidável austenítico com aço inox duplex
Nesta circunstância, é necessário controlar a quantidade de ferrita com a finalidade de evitar a formação de uma estrutura totalmente austenítica, que pode ser suscetível a corrosão intergranular. Suponhamos uma soldagem entre um aço inox AISI 316L (16% Cr, 10% Ni, 2% Mo) e um aço inox duplex 2205 (22% Cr, 5,5% Ni, 3% Mo, 0,5% Si, 0,1% Nb, 1,5% Mn, 0,03% C)
- Aço Inoxidável austenítico (AISI 316L):
- Creq = 18
- Nieq = 10
- Aço duplex 2205:
- Creq = 25,8
- Nieq = 7,15
Com base nesses valores, o consumível ideal pode determinar-se facilmente. Com o fim de garantir uma estrutura duplex contendo uma quantidade balanceada de ferrita e austenita. Evitando dessa maneira, problemas de corrosão e igualmente de fragilidade. O diagrama de Schaeffler ajuda a escolher o material de adição correto, que garante com toda a certeza os requisitos ideais de resistência e estabilidade nas juntas soldadas.
Introdução ao diagrama de Delong
Complementando o diagrama de Schaeffler, o diagrama de Delong introduz o nitrogênio (N) no cálculo do níquel equivalente, o que permite certamente uma previsão mais precisa da quantidade de ferrita. Esse ajuste é importante em aços inoxidáveis que contêm nitrogênio, uma vez que o nitrogênio age como um estabilizador da austenita. No diagrama de Delong, é possível determinar o “número de ferrita” (FN), que é uma medida mais precisa da fração de ferrita presente na solda.
A fórmula para o Nieq ajustada com o nitrogênio é:
Nieq = %Ni+30×%C+0,5×%Mn+30×%N
O diagrama de Delong é especialmente útil para aplicações em que o controle rigoroso da fração de ferrita é necessário para garantir a resistência a corrosão sob tensão e a integridade estrutural.