

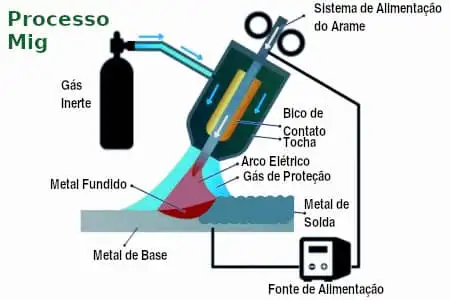
O processo de solda semi automático com arame Mig inox é com toda a certeza, uma técnica muito adequada para unir componentes fabricados com aços inoxidáveis. A alimentação automatizada do metal de adição facilita muito a operação de soldagem, sendo do mesmo modo o movimento da tocha relativamente simples. Por outro lado, para obter uniões sem defeitos precisamos antes de mais nada, efetuar uma limpeza inicial das peças em forma adequada, ajustar os parâmetros operatórios e da mesma forma, o fluxo de gás inerte.


Os aços inox
Compostos ferrosos com 10 a 30% de Cr, podendo conter Ni e ademais outros elementos de liga. O cromo forma um óxido altamente aderido nas superfícies metálicas, sendo por conseguinte o responsável por sua excelente resistência à corrosão. Embora existam muitos graus de aços inoxidáveis, apenas uma dúzia se empregam frequentemente na industria
Os principais grupos de aços inoxidáveis são:
Aços inoxidáveis ferríticos
A adição de cromo em teores acima de 17%, estabiliza a fase ferrítica desta liga, tornando-a por conseguinte, altamente resistente à corrosão. O aço inoxidável ferrítico não aumenta sua dureza através do tratamento térmico, mas pode endurecer-se com trabalho a frio.
Aços inoxidáveis austeníticos
Se caracterizam por possuir estrutura metalúrgica austenítica a temperatura ambiente, por causa da presença do níquel, manganês e nitrogênio presentes na sua composição química. Representam certamente
a maior família dos aços inoxidáveis, com quase dois terços de toda a produção mundial.
Aços inoxidáveis martensíticos
Ligas ferrosas que apresentam uma estrutura metalúrgica martensítica dura, muito resistente ao desgaste, não apenas por atrito como também por abrasão. Além disso, são magnéticos e não tão resistentes à corrosão quanto os aços inoxidáveis ferríticos e austeníticos devido principalmente ao baixo teor de cromo.
Aços inoxidáveis duplex
Possuem uma estrutura metalúrgica mista, contendo austenita e ferrita em proporções aproximadamente iguais. Se caracterizam primordialmente por apresentar uma alta resistência à corrosão, com quase o dobro da resistência mecânica dos aços inox. austeníticos.

Modos de transferências metálicas do arame Mig inox
Existem várias maneiras de transferir o arame Mig inox fundido para o metal de base, com seus benefícios, usos e da mesma forma, desvantagens. Tipos de transferências:
Por curto circuito
Ocorre quando o arame Mig inox avança na tocha até entrar em contato com a peça de trabalho, criando dessa forma um curto circuito com a peça de trabalho. Logo depois, o arame mig inox se aquece, funde e deposita no metal de base. Em seguida, outro contato começa novamente e o processo continua dessa forma muitas vezes por segundo. A transferência por curto -circuito se indica frequentemente para a soldagem de componentes com pequenas espessuras.
Transferência globular
É muito semelhante à transferência anterior, com a principal diferença na velocidade e ademais a intensidade das gotas transferidas para as juntas. O arame de solda Mig inox se derrete e acumula em forma de globo, pingando na junta apenas algumas vezes por segundo.
Transferência spray
A transferência de pulverização ou spray, ocorre quando o arame Mig, sem tocar no metal de base, produz gotículas muito finas, para depositar-se em seguida nas juntas soldadas. Se produz com uma combinação de alta tensão e ademais misturas de gases de proteção à base de argônio. Frequentemente preferida para a soldagem de metais mais espessos.
Transferência por arco pulsado
É um processo de transferência spray modificada, no qual a fonte de energia alterna entre uma corrente de pico alta e uma corrente de fundo baixa, entre 30 a 400 vezes por segundo.

Consumíveis mais comuns para soldar aços inox

C = 0,03 % max.
Cr = 19,50 % – 22,00 %
Ni = 9,00 % – 11,00 %
Mo = 0,75 % max
Mn = 1,00 % – 2,50 %
Si = 0,65 % – 1,00 %
Cu = 0,75 % max.
C = 0,03 % max
Cr = 18,00 % – 20,00 %
Ni = 11,00 % – 14,00 %
Mo = 2,00 % – 3,00 %
Mn = 1,00 % – 2,50 %
Si = 0,65 % – 1.00 %
Cu = 0,75 % max