

O aço inox 310 ligado ao Cr e Ni, possui estrutura metalúrgica totalmente austenítica. Ao mesmo tempo, combina excelentes propriedades à altas temperaturas, com elevada ductilidade e da mesma forma, boa soldabilidade. Contém elevados teores de Cr e Ni, aumentando por conseguinte, sua resistência à oxidação, sulfitação e corrosão à quente
Visão geral da liga
O aço inoxidável AISI 310 é com toda a certeza, um dos metais resistentes ao calor mais utilizados na industria. Possui excelente resistência à corrosão, mas frequentemente se emprega para trabalhar em altas temperaturas. Em contrapartida, de vez em quando, se utiliza em aplicações criogênicas, em temperaturas de até -230 ° C.


De acordo com seu teor de C, o aço inox 310 pode classificar-se em três grupos:
- AISI 310: < 0,25 % C
- AISI 310S: < 0,08 % C
- AISI 310H: 0,04 % < C < 0,1 %

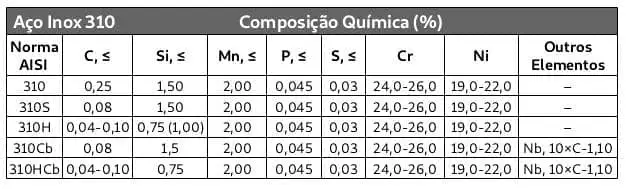
310S é uma versão de baixo C do AISI 310.
310H se projeta para obter a melhor resistência à fluência.
310Cb tem adições de Nb, com a finalidade de maximizar a estabilidade dos carbonetos, melhorar a soldabilidade e ao mesmo tempo, aumentar o limite de fluência à altas temperaturas.
Principais características do aço inox 310
- Em primeiro lugar, suporta a oxidação em temperaturas de até 1.100 ° C
- Do mesmo modo, boa resistência à fadiga térmica
- Apresenta bom comportamento não apenas em ambientes corrosivos, como também à altas temperaturas
- Por outro lado, possui boas propriedades mecânicas em temperaturas criogênicas

Aplicações industriais
- Partes de fornos e ademais trocadores de calor
- Queimadores
- Peças de saída de gases em turbinas
- Componentes automotivos
- Equipamentos químicos e igualmente para refino de combustíveis
- Caldeiras a vapor

Soldagem do aço inox 310
O aço inoxidável 310 é soldável com a maioria dos processos por arco elétrico, embora a técnica oxiacetilênica não se recomende. Principalmente por causa de uma possível captação de C na área de solda.
Em princípio, como na maioria dos aços inox, frequentemente se empregam consumíveis de solda com composições equivalentes. Por outro lado, não se indica aplicar tratamentos térmicos de preaquecimento ou de pós-aquecimento. Mas para serviços de corrosão em líquidos, será essencial efetuar um tratamento pós-solda de solubilização total.

Vareta e arame ER310


C = 0,08 % – 0,15 %
Cr = 25,0 % – 28,0 %
Ni = 20,0 % – 22,5 %
Mo = 0,75 % max
Mn = 1,0 % – 2,5 %
Si = 0,30 % – 0,65 %
Cu = 0,75 % max
Eletrodo revestido E310

C = 0,08 % – 0,20 %
Mn = 1,0 % – 2,5 %
Si = 0,75 max
Cr = 25,0 % – 28,0 %
Ni = 20,0 % – 22,5 %
Mo = 0,75 % max
Cu = 0,75 % max