

O arame de niquel ferro se usa frequentemente para soldar peças de ferros fundidos cinzento, nodular e maleável. O reparo e a fabricação desses componentes representam, com toda a certeza, atividades vitais nas áreas de manutenção, restauração automotiva e manufatura industrial. Ao mesmo tempo, o alto teor de carbono, a microestrutura heterogênea e a fragilidade, tornam esses materiais suscetíveis à formação de defeitos durante a soldagem.


O que é o ferro fundido?
O termo refere-se a um grupo de ligas ferrosas que contêm 2,0 a 4,3% de carbono, além de quantidades variáveis de silício, manganês, enxofre e fósforo. Diferentemente dos aços, onde a maior parte do carbono está dissolvido na matriz ferrítica ou perlítica, nos ferros fundidos uma fração significativa deste elemento precipita principalmente em forma de grafite ou em cementita, dependendo da composição química da liga e ademais da taxa de resfriamento durante a solidificação. Essa característica dá origem a diferentes classes de ferros fundidos, com características metalúrgicas próprias.
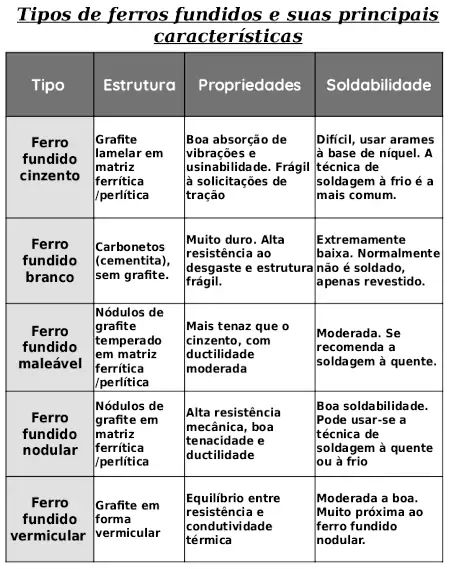
Principais categorias de ferros fundidos
- Ferro fundido cinzento (com grafite lamelar)
- É certamente o tipo mais comum.
- O carbono está presente em forma de flocos de grafite, distribuídos em uma matriz ferrítica, perlítica ou talvez provavelmente mista.
- Excelente amortecimento, usinabilidade e da mesma forma, resistência à compressão.
- Frágil sob cargas de tração, por causa dos flocos de grafite, que atuam como concentradores de tensão.
- Ferro fundido branco
- Contém o carbono na forma de carbonetos de ferro (cementita), em vez de grafite.
- Duro, frágil e da mesma forma, resistente ao desgaste.
- Utilizado em aplicações que exigem alta resistência à abrasão (revestimentos, rolos).
- Extremamente difícil de soldar, em virtude da dureza e da tendência à fissuração.
- Ferro fundido maleável
- Produzido por tratamento térmico do ferro fundido branco, transformando carbonetos em aglomerados arredondados de grafite (carbono temperado).
- Melhor tenacidade e usinabilidade que o ferro fundido cinzento.
- Comum em peças automotivas e ademais em conexões de tubulação.
- Ferro fundido nodular (ou dúctil)
- O grafite aparece em nódulos esferoidais por causa da presença de magnésio na sua composição química.
- Combina resistência, tenacidade e ductilidade, aproximando-se aos aços.
- Soldabilidade superior ao ferro fundido cinzento, embora ainda exija alguns cuidados.
- Ferro fundido vermicular (CGI)
- Estrutura intermediária entre o ferro fundido lamelar e o nodular.
- Boa resistência mecânica e condutividade térmica.
- Muito usado em blocos de motores de alto desempenho.

Identificação dos ferros fundidos
Métodos práticos podem auxiliar na distinção dos diferentes ferros fundidos :
- Aspecto da fratura:
- Ferro fundido cinzento → fratura fosca e granular.
- Ferro fundido branco → fratura brilhante e cristalina.
- Ferro fundido nodular → aspecto mais próximo ao do aço.
- Teste de faíscas:
- Ferro fundido cinzento → faíscas curtas e avermelhadas.
- Ferro fundido nodular → faíscas mais longas.
- Usinabilidade:
- Ferro fundido cinzento → fácil de usinar.
- Ferro fundido branco → praticamente não usinável
- Metalografia e ensaios de dureza:
- Confirmam a microestrutura cristalina e do mesmo modo, a morfologia do grafite.
A correta identificação do ferro fundido é fundamental antes de efetuar a soldagem com o arame de niquel ferro, pois o procedimento empregado depende principalmente do tipo de material de base.

Arame de niquel ferro e outros consumíveis empregados
O metal de adição deve considerar em primeiro lugar, o alto teor de carbono do ferro fundido, com o fim de reduzir o risco de fissuração e ademais a porosidade.
Os arames mais utilizados são:
- Consumíveis à base de níquel (arame de níquel puro e arame de niquel ferro)
- Proporcionam alta ductilidade e da mesma forma, tolerância à diluição.
- Reduzem o risco de trincas ao acomodar tensões.
- Recomendados para ferros fundidos cinzentos e nodulares.
- Ligas de cobre níquel tipo “monel”
- Utilizadas quando a usinabilidade não é prioritária.
- Boa resistência à corrosão.
- Arames de aços inoxidáveis (ER309L, ER312):
- Garantem resistência mecânica e igualmente tolerância à diluição.
- Podem prejudicar a usinabilidade, por causa da dureza.
- Úteis em reparos estruturais.
- Arames de aço carbono (ER70S-6):
- Raramente usados sozinhos, por consequência da alta tendência a trincas.
- Às vezes empregados como camadas de amanteigamento.


Preparo de juntas para a soldagem Mig com arame de niquel ferro
O ferro fundido frequentemente contém resíduos de óleo, graxa e pó de grafite, que contaminam a solda. Por conseguinte, a limpeza adequada é um fator essencial.
Se recomenda:
- Desengraxar com solventes (acetona, álcool, desengraxantes industriais).
- Remover ferrugem e carepa por esmerilhamento, escovamento ou do mesmo modo, por jateamento.
- Em estruturas porosas preaquecer as peças, com a finalidade de evaporar óleos impregnados
Remoção de defeitos
A princípio, trincas e defeitos devem eliminar-se, antes de efetuar a soldagem com arame de niquel ferro .
Deve efetuar-se:
- Esmerilhamento, goivagem a arco ar com eletrodo de grafite ou usinagem.
- Além disso, evitar aquecimento excessivo.

Chanfros
A geometria da junta impacta, com toda a certeza, a penetração das soldas e ademais e a fusão das juntas.
Preparações comuns incluem:
- Chanfros em V ou U simples, para reparos profundos.
- Bisel para juntas de borda.
- U arredondado, a fim de reduzir concentração de tensões.


Técnicas de soldagem Mig com arame de niquel ferro
À frio
- Realizada sem preaquecimento e da mesma forma, com temperaturas muito baixas (<100 °C).
- Indicada principalmente para fazer pequenos reparos em ferro fundido cinzento.
- Exige cordões curtos (10–20 mm), com interrupções frequentes.
- Cada cordão deve martelar-se imediatamente, com o intuito de aliviar tensões residuais.
- Minimiza alterações estruturais na zona termicamente afetada pelo calor.
- Mais lenta, mas reduz risco de trincas.
À quente
- Envolve preaquecimento da peça inteira a 500–700 °C, antes da soldagem.
- O cordão se deposita de forma contínua.
- Após a soldagem Mig com arame de niquel ferro, a peça deve resfriar lentamente em areia, cal ou da mesma forma, em forno.
- Garante união metalúrgica homogênea, sobretudo em ferros nodulares e maleáveis.
- Mais complexa e cara, mas resulta em reparos muito duráveis.
Controle da entrada de calor
- Excesso de calor favorece, com toda a certeza, a formação de martensita na região afetada pelo calor.
- A entrada de calor deve equilibrar-se. Suficiente para efetuar a fusão, mas não muito excessiva.
- Corrente, tensão e velocidade de avanço, afetam diretamente esse equilíbrio.


Transferências metálicas
Na soldagem Mig de ferros fundidos com arame de niquel ferro, podem aplicar-se diferentes modos :
- Curto-circuito:
- Preferida principalmente na técnica de soldagem à frio.
- Baixa entrada de calor e acima de tudo, bom controle da fusão em seções finas.
- Globular:
- Menos controlada, mais respingos. Por conseguinte, pouco recomendada para muitas aplicações..
- Spray:
- Adequada na técnica de soldagem à quente, com arames Mig à base de níquel.
- Requer correntes mais altas e ademais gases ricos em argônio.
- Spray pulsado:
- Excelente para controlar entrada de calor.
- Oferece arco estável semelhante ao spray em correntes médias.
- Por conseguinte, se recomenda frequentemente em reparos críticos.

Alívio de tensões e tratamentos térmicos
Martelamento dos cordões
- Realizado com martelo pequeno de ponta arredondada, depois da deposição dos cordões de solda.
- Expande o metal depositado enquanto quente, compensando dessa maneira as tensões de contração.
- Fundamental na técnica de soldagem à frio.
Preaquecimento e temperaturas de inter passe
- O preaquecimento reduz gradientes térmicos e por conseguinte, evita resfriamentos rápidos.
- A temperatura de inter passe deve monitorar-se, com o fim de manter valores apropriados.
Tratamentos térmicos pós soldagem
- Resfriamento lento é obrigatório, efetuado frequentemente por meio de areia, vermiculita ou cal.
- Em reparos estruturais grandes, pode aplicar-se alívio de tensões a ~600 °C.
- Em alguns casos, um recozimento completo pode ser necessário, com a finalidade de restaurar a usinabilidade.

Controle do resfriamento
O resfriamento descontrolado pode causar:
- Trincas por tensões térmicas.
- Formação de martensita na região afetada pelo calor.
- Distorções nos componentes reparados.
Boas estratégias incluem:
- Uso de mantas térmicas, caixas isolantes ou igualmente fornos controlados.
- Taxa de resfriamento ajustada ao tamanho da peça e o tipo de ferro fundido.
- Evitar correntes de ar ou da mesma forma, resfriamentos bruscos.


Configurações da soldagem Mig com arame de niquel ferro
Corrente
- Soldagem à frio: corrente baixa (80–120 A).
- Soldagem à quente: corrente alta (150–250 A).
Velocidade de alimentação do arame
- Ajustada a corrente e do mesmo modo, a taxa de deposição desejada.
- Velocidade alta do arame de niquel ferro aumenta a entrada de calor.
Velocidade de avanço
- Deve equilibrar a penetração e ademais o sobreaquecimento das peças.
- Muito rápida → falta de fusão. Muito lenta → calor excessivo.


Inspeção final
Limpeza das soldas
É necessário:
- Remover respingos, óxidos e do mesmo modo, as irregularidades.
- Soldas com arame de niquel ferro não produzem escórias, mas podem requerer escovamento e esmerilhamento leve.
Ensaios de Inspeção
- Visual: verificar trincas, porosidades e igualmente as mordeduras.
- Líquidos penetrantes: excelente para trincas superficiais em ferros fundidos.
- Ultrassom ou radiografias: ensaios possíveis, mas mais complexos por causa do grafite.
- Dureza: confirma se a região afetada pelo calor não endureceu excessivamente.
Recomendações práticas
- Em primeiro lugar, identificar o tipo de ferro fundido antes de efetuar a soldagem com arame de niquel ferro.
- Para pequenas trincas, utilizar principalmente a técnica de soldagem à frio.
- Para grandes reparos, aplicar técnica de soldagem à quente, com preaquecimento controlado.
- Preferir gases ricos em argônio e quando for possível, a transferência por arco pulsado.
- Controlar rigorosamente a entrada de calor e ademais as condições de resfriamento.
- Garantir resfriamento gradual, após a soldagem Mig com arame de niquel ferro.