

Características e recomendações para ligas de cobalto
As ligas de cobalto se empregam em muitas aplicações industriais. Devido não apenas ao seu bom comportamento em altas temperaturas, como também a sua excelente resistência à corrosão e ao desgaste.
Na aplicação de revestimentos, deverá minimizar-se a entrada de calor nas peças de trabalho. Evitando a contaminação por Cu, pois provoca facilmente rachaduras nos cordões de solda.
Principais processos de soldagem para depositar ligas de cobalto
1- Tig
- A princípio, permite uma operação manual ou automática.
- Além disso, produz depósitos limpos e de fácil usinagem;
- Utiliza a mesma preparação de peças e tratamentos térmicos que o processo PTA;
- Usa principalmente C. C. (-);
- Frequentemente emprega eletrodos de W com Th, de 3,2 – 4.0 mm;
- A vazão do gás Ar é de 15 a 20 lts. / min;
- Valores de diluição no metal de base: 5 a 10 %.
Parâmetros recomendados para fazer revestimentos com ligas de cobalto:

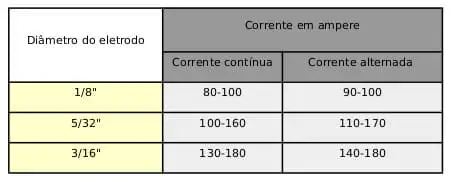
2- Eletrodo revestido
- Com toda a certeza, é o mais utilizado para efetuar enchimentos no local de trabalho;
- Em contrapartida; precisa de procedimentos e tratamentos térmicos apropriados;
- Usa C. C. (+);
- Diluição do metal de base: 15 % a 25 %
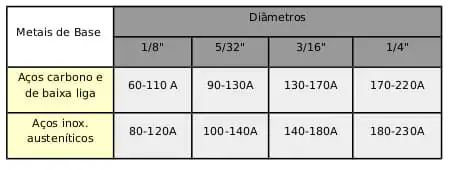
Parâmetros recomendados para eletrodos revestidos de ligas de cobalto:

3- Maçarico oxiacetilênico
A princípio; é uma boa escolha para minimizar a diluição com o metal de base. A temperatura da chama química é com toda a certeza, muito mais baixa que a temperatura do arco. Por conseguinte; é fácil controlar a fusão da vareta de adição e de maneira idêntica, do metal de base.
- Chama recomendada: carburante (tipo 3x);
- Se produz uma fusão superficial nas partes das peças, como resultado da adição de C
- Por conseguinte, se trabalha com uma diluição menor ou igual a 5 %.

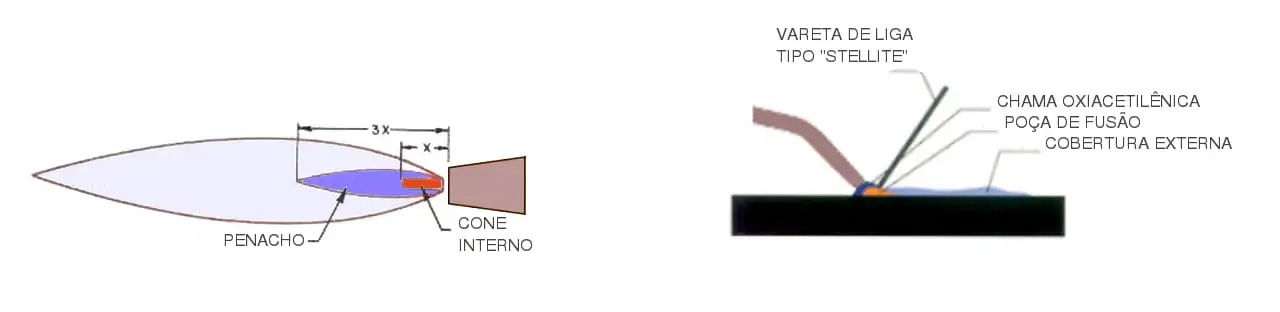
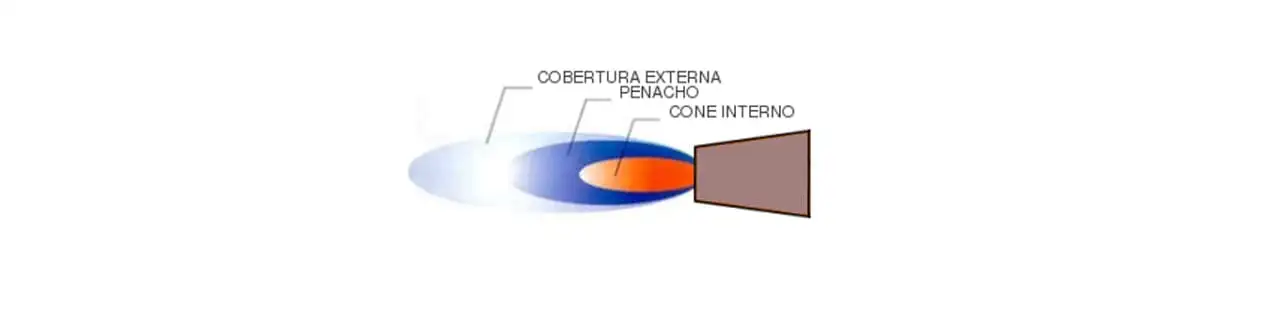
Ajuste da chama
A chama oxiacetilênica possui três regiões diferentes. A relação entre o cone interno e o penacho se controla ajustando a saída do acetileno e O2. Uma chama tipo 3x significa que devemos ter excesso de acetileno. Abrindo a saída deste gás até formar um penacho três vezes maior que o cone interno.
4- PTA
O PTA (Plasma Transferred Arc) é um processo de solda que utiliza um arco plasma concentrado como fonte de energia. Com o propósito de fundir um pó de adição sobre as superfícies de trabalho.

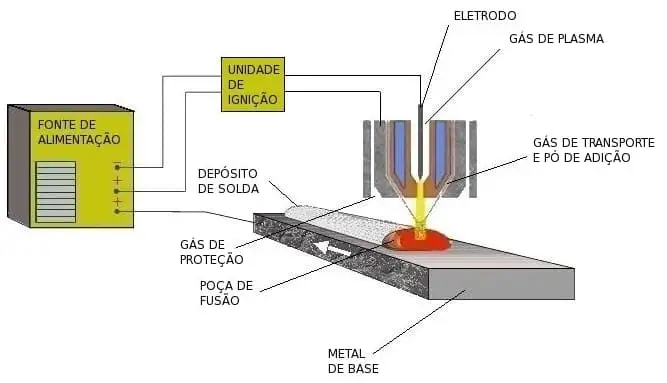
- Permite uma operação totalmente automatizada, com pequenos níveis de inclusões, poros e ademais trincas;
- Baixos valores de diluição (5 % – 7 %) e altas taxas de deposição (de 1 kg / h até 13 kg / h).