

O níquel e as ligas de níquel são com toda a certeza, materiais muito importantes na engenharia. Empregados frequentemente em vários ambientes e aplicações técnicas. Caracterizados de acordo com sua resistência à corrosão, à altas temperaturas, ductilidade, tenacidade à baixas temperaturas e da mesma forma, propriedades elétricas.
Tipos de ligas
A princípio, podemos dizer que não existe um sistema padronizado para a classificação das ligas de níquel, como se acontece nos aços e compostos de alumínio. Por conseguinte, as ligas se identificam com nomes comerciais ou de maneira idêntica, pelo número que se atribue na fabricação original. Por exemplo, os metais inconel 625 e hastelloy C22 também se refereciam como Alloy 625 e Alloy C22. Esses materiais possuem baixa dureza e resistência mecânica, sendo ademais preferidos pelo seu excelente comportamento em ambientes cáusticos.

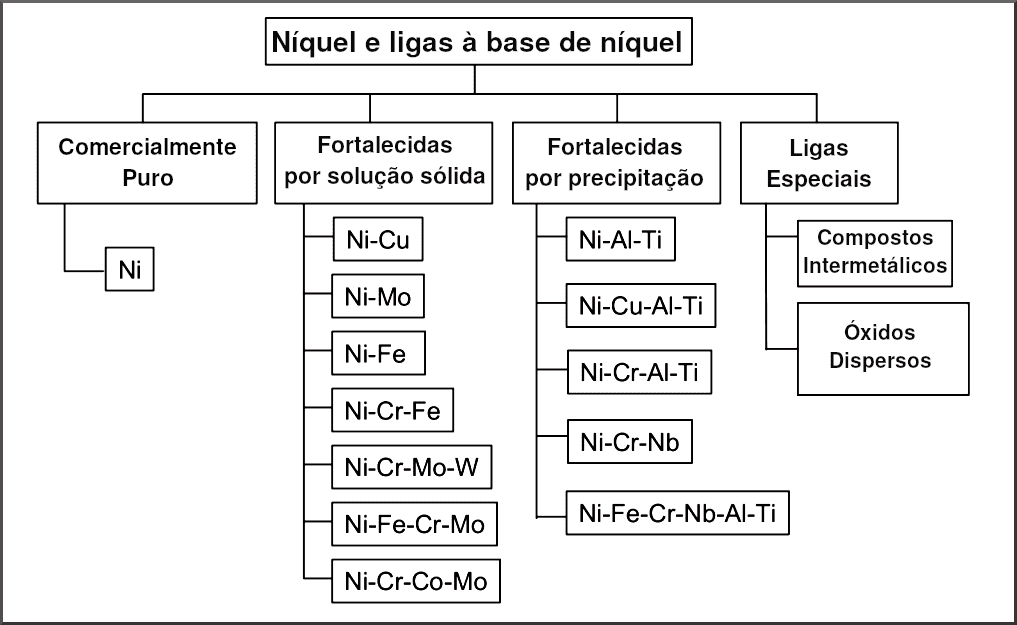
Existem várias ligas de níquel comercialmente puras, desenvolvidas principalmente para aplicações elétricas ou magnetostritivas. Frequentemente apresentam boa soldabilidade, porém são suscetíveis à formação de porosidades. Por conseguinte, os consumíveis para a soldagem de níquel comercialmente puro, têm adições de até 1,5% de alumínio e 2,0 a 3,5% de titânio, com a finalidade de combater os efeitos da contaminação atmosférica. Tanto o titânio quanto o alumínio, combinam-se com o oxigênio e nitrogênio do ar para formar óxidos e nitretos. Controlando dessa maneira, a formação porosidade nos depósitos de solda.


Soldagem de ligas de níquel
Em princípio, podem ser unidas em forma confiável empregando todos os métodos de soldagem, com exceção do processo por forjamento e a técnica oxiacetilênica. Por outro lado, as condições são semelhantes às usadas para soldar os aços inoxidáveis austeníticos.
As ligas fundidas, principalmente aquelas com alto teor de Si, apresentam algumas dificuldades durante a recuperação no enchimento de defeitos. Nenhum tratamento pós-soldagem, térmico ou químico sera necessário para restaurar as propriedades anticorrosivas. Embora em alguns casos um recozimento melhore em algum aspecto a resistência à corrosão.
O coeficiente de dilatação térmica das ligas de níquel é semelhante ao dos aços carbono e por certo, não sera difícil controlar a distorção durante a soldagem. Ao mesmo tempo, as peças de trabalho deverão estar completamente livres de materiais estranhos antes de aquecer-se ou soldar-se. As ligas de níquel são suscetíveis à fragilização por chumbo, enxofre e outros elementos de baixo ponto de fusão. Esses contaminantes frequentemente existem em graxas, óleos, tintas, lápis de cera, lubrificantes, fluidos de corte, sujeiras e ademais em produtos químicos de processamento. Por conseguinte, é uma boa prática limpar a superfícies imediatamente antes da soldagem e depois eliminar qualquer contaminação existente nas peças de trabalho.
Os defeitos mais comuns encontrados na soldagem de ligas de Ni incluem:
- A princípio, formação de poros no metal de solda
- Da mesma forma, tendência à fragilização devido à presença de S e outros contaminantes.
- Além disso, fissuração no cordão de solda, causada primordialmente pela alta entrada de calor nas peças.
- Ademais, trincas produzidas durante o serviço por corrosão sob tensão.

Consumíveis de solda


Composição Química ( % )
C = 0,15 % max
Cu = 0,25 % max
Mn = 1,0 % max
Ni = 93,0 % min
Fe = 1,0 % max
Al = 1,50 % max
Ti = 2,0 % – 3,5 %
Si = 0,75 % max
Composição Química ( % )
C = 0.10 % max
Mn = 2.5 % – 3.5 %
Cu = 0.50 % max
Ni = 67.0 % min
Co = 0.12 % max
Fe = 3.0 % max
Ti = 0.75 % max
Cr = 18.0 % – 22.0 %
Si = 0.50 % max
Nb/Ta = 2.0 % – 3.0 %
Composição Química ( % )
C = 0.10 % max
Mn = 0.50 % max
Ni = 58.0 % min
Fe = 5.0 % max
Cu = 0.50 % max
Ti = 0.40 % max
Cr = 20.0 % – 23.0 %
Si = 0.50 % max
Al = 0.40 % max
Nb + Ta = 3.15 % – 4.15 %