

O eletrodo E6013 se utiliza amplamente na soldagem por arco manual de aços carbono com baixo teor de carbono, devido à sua versatilidade, facilidade de uso e excelentes características operatórias. Se aplica frequentemente em trabalhos gerais de serralheria, estruturas metálicas e aços galvanizados, destacando-se por produzir soldas de qualidade em diversos ambientes e condições de trabalho


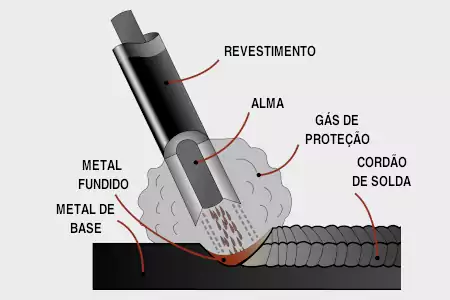
Processo de solda manual com eletrodo revestido
Utiliza um eletrodo consumível com fluxo externo para formar o cordão de solda. O arco elétrico derrete o eletrodo e parte do metal de base, criando uma junta soldada ao solidificar.
O processo de fabricação do eletrodo E6013 envolve a combinação de uma vareta de aço carbono com um revestimento superficial, aplicado por extrusão . O revestimento desempenha diversas funções essenciais, como por exemplo estabilizar o arco elétrico, proteger o banho de fusão contra oxidação e influenciar nas propriedades mecânicas do metal depositado.
O eletrodo E6013
É um consumível projetado para a soldagem manual de aços carbono. Sua classificação, na norma AWS A5.1, fornece algumas informações importantes:
- Letra E: indica que pertence ao grupo de eletrodos revestidos para soldagem manual por arco elétrico.
- Número 60: determina a mínima resistência mecânica à tração do metal depositado puro: 60.000 psi (aprox. 42Kg / mm2).
- Número 1: diz que se utiliza em todas as posições de soldagem (plana, vertical, horizontal e ademais sobrecabeça).
- Número 3: Informa não apenas o tipo de revestimento, como também as características do arco de solda. Principalmente a operatividade com corrente contínua e corrente alternada.

O consumível se emprega frequentemente em aplicações gerais. Sendo reconhecido principalmente pelo seu arco suave e ademais a baixa geração de respingos de solda.
Composição do revestimento
Contêm dióxido de titânio (rutilo), que desempenha um papel crucial em seu comportamento. Os revestimentos rutílicos proporcionam:
- Arco suave: fácil de controlar, tornando o eletrodo ideal para iniciantes e profissionais experientes.
- Formação e destacamento da escória: O revestimento forma uma camada protetora de escória que é facilmente removível. Facilitando por conseguinte, a limpeza dos cordões após a soldagem.
- Facilidade de uso: a presença do rutilo estabiliza o arco, mesmo com fontes de baixa tensão. Garantindo dessa forma, um desempenho consistente.
Elementos adicionais no revestimento, como por exemplo ligantes, desoxidantes e estabilizantes, aumentam ainda mais a usabilidade deste produto e as propriedades metalúrgicas das soldas.
Processo de fabricação do eletrodo E6013
A produção do eletrodo E6013 envolve uma série de etapas precisas, com a finalidade de garantir consistência e qualidade:
1. Preparação da alma
O arame trefilado de aço carbono se limpa, com o propósito de remover impurezas. Logo depois, se endireita e corta na dimensão desejada.
2. Aplicação do revestimento
Uma mistura de minerais, ligantes e aditivos, se prepara para formar o revestimento do eletrodo. Esta mistura aplica-se ao núcleo metálico por meio do processo de extrusão. Garantindo não apenas uma espessura uniforme, como também boa aderência do revestimento.
3. Cura e controle de qualidade
Os eletrodos revestidos se submetem a uma secagem em temperaturas controladas, com o intuito de solidificar o revestimento. Tornando-os desse modo, resistentes e prontos para seu uso. Cada lote passa por rigorosos testes de qualidade, com o fim de atender regras industriais.
Critérios para a formulação do revestimento
Os padrões de fabricação produzem as seguintes características do produto:
- Estabilidade de arco
O rutilo e outros minerais no revestimento aumentam a estabilidade do arco elétrico. Garantindo, em primeiro lugar, uma operação suave. Mesmo com soldadores pouco experientes.
- Qualidade do metal depositado
Inicialmente se adicionam no revestimento produtos desoxidantes, para remover impurezas no banho de fusão,. Como por exemplo, ferro manganês e ferro silício. Com a finalidade de evitar a contaminação do metal de solda.
- Facilidade de remoção da escória
A escória produzida pelo eletrodo E6013 é fina e do mesmo modo, facilmente destacável. Simplificando dessa maneira, o processo de limpeza pós-soldagem.
- Controle de emissão de fumos
Certos aditivos se incluem para minimizar a geração de fumos durante a soldagem. Melhorando não apenas a segurança, como também as condições de trabalho.

Características operacionais
O consumível destaca-se principalmente por sua adaptabilidade em diversos cenários de trabalho.
- Fontes de energia
Opera satisfatoriamente com máquinas de corrente alternada e corrente contínua, tornando-o por conseguinte, adequado para uma ampla gama de fontes de alimentação. Além disso, trabalha eficazmente com baixa tensão, o que é especialmente vantajoso para pequenas oficinas ou operações em campo.
- Arco elétrico
O eletrodo E6013 produz um arco estável e suave, com mínima formação de respingos. Essa circunstância simplifica a soldagem e ademais permite obter cordões de boa aparência.
- Penetração da soldas
O eletrodo E6013 produz uma penetração moderada. Tornando-o ideal para materiais de espessura fina. Sendo útil ao trabalhar com aços galvanizados ou chapas metálicas de pequenas dimensões, onde a penetração excessiva pode causar perfurações.
- Destacamento da escória
A escória formada é, na maioria dos casos, de fácil remoção. Isso garante, em primeiro lugar, uma aparência limpa do cordão. Ademais reduz o tempo de limpeza pós-soldagem.
- Produção de Fumos
O eletrodo E6013 gera níveis relativamente baixos de fumos, em comparação com eletrodos de revestimento à base de celulose. Isso o torna, com toda a certeza, uma opção mais segura para uso prolongado em espaços confinados, desde que haja uma ventilação adequada.

Principais aplicações
A versatilidade do E6013 faz dele um item essencial em indústrias e aplicações como:
- Serralheria
Sua penetração moderada e acabamento suave o tornam perfeito para unir metais finos e da mesma forma, para realizar reparos leves.
- Estruturas metálicas
A usabilidade em todas as posições permite a soldagem de estruturas complexas, sobretudo em espaços apertados.
- Aços galvanizados
O revestimento do eletrodo evita a contaminação produzida pela camada galvanizada, garantindo portanto, soldas sólidas, sem porosidades ou defeitos estruturais.
- Projetos hobistas e artísticos
O eletrodo E6013 é fácil de usar e ademais produz soldas esteticamente agradáveis, com esforço mínimo.

Melhores práticas para o uso do eletrodo E6013
Para assegurar um bom desempenho do eletrodo E6013, é necessário:
- Ajustar a amperagem corretamente: seguindo as recomendações do fabricante, entre 40–140 amperes, dependendo do diâmetro do eletrodo.
- Manter o ângulo correto: um leve ângulo operatório (15 a 20 graus) garante não apenas a estabilidade do arco elétrico, como também uma boa qualidade dos cordões de solda.
- Controlar a velocidade de avanço: uma velocidade constante evita certamente, a formação de soldas defeituosas.
- Boa ventilação no local de trabalho: apesar da baixa produção de fumos, soldar em áreas bem ventiladas reduz os riscos à saúde.
Vantagens do eletrodo revestido E6013
Seus principais benefícios incluem:
- Facilidade de uso: adequado tanto para iniciantes quanto para soldadores experientes.
- Soldagem em todas as posições: versatilidade para posições plana, vertical, horizontal e sobrecabeça.
- Baixos requisitos de equipamentos: funciona bem com máquinas de solda básicas.
- Soldas limpas: mínimos respingos e escória facilmente removível garantem, com toda a certeza, resultados esteticamente agradáveis.

Tratamentos térmicos na fabricação do produto
A secagem é um processo crucial, para assegurar não apenas a durabilidade, como também o desempenho do revestimento do consumível. O processo envolve várias etapas:
1. Secagem preliminar
Após a extrusão, os eletrodos passam por uma etapa preliminar para remover a umidade excessiva. Isso geralmente se faz em estufas de secagem a 80-120°C por 1-3 horas. O objetivo é evaporar a água, sem causar rachaduras ou desprendimentos no revestimento.
2. Tratamento térmico em altas temperaturas
Os eletrodos passam por tratamento térmico em fornos de produção. A temperatura e a duração dependem da formulação específica, mas geralmente seguem estas diretrizes:
- Faixa de temperaturas: 300-400°C
- Duração: 2-4 horas
Essa etapa garante que o ligante silicatado forme um revestimento resistente e durável, além de eliminar compostos voláteis remanescentes.
Armazenamento e manutenção da secagem
Para manter a integridade dos eletrodos E6013 durante o armazenamento e uso, se seguem procedimentos específicos:
1. Embalagem
Os eletrodos se embalam com materiais adequados, com o propósito de evitar a exposição à umidade. Embalagens a vácuo ou com dessecantes, também podem utilizar-se.
2. Estufas de armazenamento
Com a embalagem aberta, os eletrodos devem armazenar-se em estufas de secagem, para evitar a absorção de umidade. As condições de armazenamento recomendadas incluem:
- Temperatura: 50–100°C
- Duração: Contínua até o uso
Essas condições mantêm o revestimento livre de umidade, que poderia levar à formação de porosidades ou rachaduras nas soldas.
3. Procedimentos de ressecagem
Se os eletrodos absorverem umidade devido a armazenamento inadequado, podem ressecar-se em estufas antes do uso. Para o eletrodo E6013, as temperaturas de ressecagem variam de 150-200°C por 1 a 2 horas.
