

O eletrodo 6013 é inegavelmente o produto mais versátil para fazer soldas em aços carbono com baixo teor de carbono. Devido principalmente a sua boa operatividade. Produzindo por conseguinte, soldas com ótima aparência. E ademais sem respingos.
Fabricação do eletrodo 6013 para soldar aços carbono
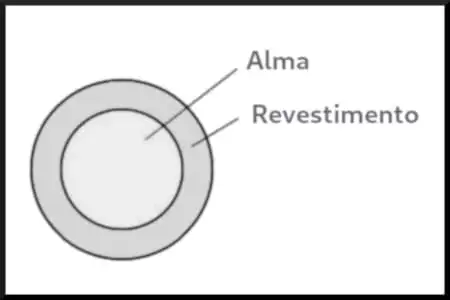
Os eletrodos revestidos se produzem com varetas de aço doce e uma cobertura de fluxo, denominada revestimento. Que se adiciona na superfície do arame por meio de uma extrusora para fabricação de eletrodos.

Critérios para a seleção dos consumíveis
A princípio, devemos levar em consideração algumas circunstâncias para escolher o eletrodo revestido que possa utilizar-se numa aplicação determinada. Em primeiro lugar, deverá produzir depósitos com composição química e propriedades mecânicas compatíveis com o metal base. Em segundo lugar, deverá operar corretamente conforme as geometrias das juntas e as posições de soldagem. Da mesma forma, será necessário observar outros aspectos. Como por exemplo o seu custo, e da mesma forma, sua condição operacional.

Como se classifica o eletrodo 6013
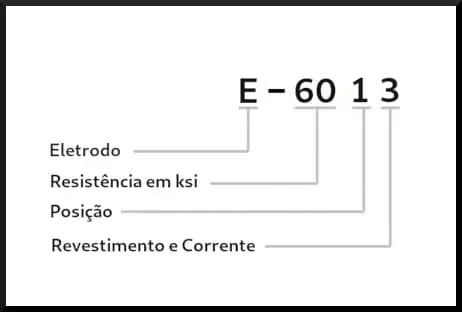
A norma AWS A5.1 estabelece uma classificação dos eletrodos revestidos para solda manual. Temos um prefixo “E” e logo depois, quatro ou cinco dígitos. Sendo empregados para designar algumas propriedades específicas.
Letra E – Eletrodo
Os dois ou três números seguintes, a resistência à tração do metal depositado puro, expressada em ksi (mil libras por polegada quadrada)
E60xx - Depósitos com resistência à tração de 60 ksi
E70xx - Depósitos com resistência à tração de 70 ksiEm seguida, o próximo número define às posições de soldagem:
Exx1x Operatividade com posição plana, horizontal, vertical ascendente e sobre cabeça.
Exx2x Operatividade com posição plana e filete horizontal.
Exx3x Somente posição plana.
Exx4x Operatividade com posição plana, horizontal e vertical descendente.Finalmente, o último dígito define o tipo de revestimento e corrente operacional. E ademais características de penetração.
Exxx0 - Revestimento celulósico, com silicato de Na - Opera com C.C.(+) - Alta penetração.
Exxx1 - Revestimento celulósico, com silicato de K - Opera com C.C.(+) e C.A. - Alta penetração.
Exxx2 - Revestimento rutílico, com silicato de Na - Opera com C.C.(+) e C.A. - Penetração média.
Exxx3 - Revestimento rutílico, com silicato de K - Opera com C.C.(+)(-) e C.A. - Penetração média.
Exxx4 - Revestimento rutílico, com pó de Fe - Opera com C.C.(+)(-) e C.A. - Penetração média.
Exxx5 - Revestimento de baixo H, com silicato de Na - DC + Penetração média.
Exxx6 - Revestimento de baixo H, com silicato de K - Opera com C.C.(+)(-) e C.A. - Penetração média.
Exxx7 - Revestimento com pó de Fe e óxido de Fe - Opera com C.C.(+) e C.A. - Penetração média.
Exxx8 - Revestimento de baixo H, com pó de Fe - Opera com C.C.(+) e C.A. - Penetração média.
Exxx9 - Revestimento rutílico, com silicato de K e óxido de Fe. Opera com C.C.(+)(-) e C.A. - Penetração média.

Eletrodo E6013


C = 0,33 %
Mn = 1,37 %
Cr = 6,8 %
Mo = 2,62 %
W = 6,99 %
V = 0,71 %
Fe = resto
Eletrodo E7018

C = 0,33 %
Mn = 1,37 %
Cr = 6,8 %
Mo = 2,62 %
W = 6,99 %
V = 0,71 %
Fe = resto