

O eletrodo cromo níquel E312-15/16 é um dos consumíveis mais versáteis da família de aços inoxidáveis. Se utiliza frequentemente para fabricar ou recuperar peças que trabalham em condições adversas.
Sua principal vantagem é a capacidade de fazer soldagens à temperatura ambiente, sem a necessidade de aplicar tratamentos térmicos de preaquecimento ou de pós-aquecimento. É um produto essencial em indústrias da área petroquímica, de geração de energia e de equipamentos pesados.
Especificações técnicas do eletrodo cromo níquel E312
O eletrodo E312-15/16 esta em conformidade com às regras estabelecidas nas normas abaixo:
- AWS A5.4
- ASME SFA-5.4
- ISO 3581-A
Esses padrões garantem em primeiro lugar que o consumível atenda a requisitos rigorosos, não apenas de composição química, como também de características mecânicas .


Propriedades mecânicas do metal depositado
- Resistência à tração: o valor pode chegar a 800 MPa, garantindo dessa maneira integridade estrutural sob esforços de tração elevados.
- Limite de escoamento: elevado, assegurando ao mesmo tempo que o cordão possa manter sua forma antes de deformar plasticamente.
- Alongamento: em torno de 23%, o que evidencia boa ductilidade e ademais a capacidade de absorver energia sem fraturar.
- Excelente comportamento em altas temperaturas: até aproximadamente 427 °C. Acima disso, há risco de precipitação de fases frágeis, que podem comprometer suas propriedades mecânicas.


Desempenho das soldas
Os depósitos metálicos efetuados do eletrodo cromo níquel E312-15/16, apresentam uma matriz austenítica com altos teores de ferrita delta (cerca de 40% ), que proporcionam:
- Boas propriedades mecânicas (resistência e ademais tenacidade).
- Baixa sensibilidade à formação de trincas: durante e depois da soldagem (à quente e à frio).
- Alta capacidade para efetuar ligações dissimilares: com aços carbono, de baixa liga e inoxidáveis.
Essa estrutura garante, com toda a certeza, excelente resposta à cargas de impacto e solicitações de fadiga térmica. O que torna o consumível ideal para aplicações em:
- Equipamentos químicos: reatores e trocadores de calor.
- Indústria alimentícia: tanques e tubulações.
- Geração de energia: turbinas e caldeiras.

Composição química do eletrodo cromo níquel E312
O eletrodo E312-15/16 possui uma formulação química cuidadosamente balanceada, que define por certo, seu bom desempenho em aplicações de soldagem.
Funções dos principais elementos de liga
- Carbono (C)
Teor: 0,15% max.
Controla não só a dureza, como também a resistência do depósito de solda. Por outro lado, valores reduzidos de carbono favorecem a tenacidade e da mesma forma, a soldabilidade.
- Cromo (Cr)
Teor: 28,0–32,0%
Confere proteção contra corrosão e ademais mantém a resistência à altas temperaturas. Forma uma película de óxido passiva, essencial em ambientes agressivos.
- Níquel (Ni)
Teor: 8,0–10,5%
Reforça a resistência mecânica, ductilidade e tenacidade do metal de solda. Além disso, estabiliza a fase austenítica a temperatura ambiente. Reduzindo por conseguinte, a suscetibilidade a trincas por tensão. Ao mesmo tempo, melhora a resistência à corrosão.
- Silício (Si)
Teor: 1,0% max.
Atua principalmente como agente desoxidante, promovendo dessa maneira maior fluidez no banho metálico fundido e diminuindo a porosidade no metal de solda. O que resulta em cordões limpos e de boa aparência.
- Manganês (Mn)
Teor: 0,5–2,5%
Fortalece o depósito de solda e ao mesmo tempo age como desoxidante. Auxilia no controle do enxofre com o fim de prevenir fissuras à quente.
- Molibdênio (Mo)
Teor: 0,75% max.
Aumenta a resistência à corrosão, principalmente por pites e fissuras. Ademais, acrescenta a resistência em serviços sob altas temperaturas.
- Fósforo (P)
Teor: 0,04% max.
Mantido em níveis muito baixos, com a finalidade de evitar fragilização do metal de solda durante a solidificação e preservar a tenacidade.
- Enxofre (S)
Teor: 0,03% max.
Minimizado, com o intuito de reduzir o risco de trincas à quente e ao mesmo tempo garantir boa ductilidade.
- Cobre (Cu)
Teor: 0,75% max.
Oferece resistência adicional à corrosão em meios redutores e ademais contribui para aumentar a resistência do cordão de solda.


Usos do eletrodo cromo níquel E312
O consumível se emprega frequentemente em serviços de manutenção industrial, para recuperação de peças submetidas à condições de serviço extremas. Que exigem elevada resistência ao impacto, às trincas e à corrosão. Por outro lado, sua composição equilibrada permite proporcionar um desempenho superior à maioria dos eletrodos de aço inox convencionais.
Os depósitos de solda apresentam:
- Elevada resistência à corrosão: principalmente em meios ácidos e cloretos, suportando dessa forma ambientes agressivos.
- Boa ductilidade: mesmo em temperaturas extremas.
- Excelente resistência à formação de trincas: devido principalmente a sua microestrutura duplex austenítica ferrítica.
O eletrodo cromo níquel E312-15/16 se utiliza nas seguintes situações:
- Reparos em peças com difícil identificação metalúrgica.
- Soldagem de componentes fundidos, com composições químicas variadas.
- União entre aços carbono (de baixa e alta resistência) e aços inoxidáveis.
- Almofadas elásticas para aplicação posterior de revestimentos duros, em peças sujeitas a abrasão.
- Fabricação e manutenção de equipamentos expostos à ambientes agressivos (químicos, térmicos, mecânicos).

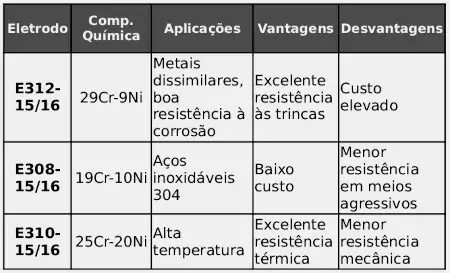
Análise comparativa com outros consumíveis de aço inox
O eletrodo cromo níquel E312-15/16 apresenta desempenho superior em soldagens de aços dissimilares e de difícil soldabilidade, quando comparado aos eletrodos E308-15/16 , E309-15/16 e E310–15/16. Enquanto o eletrodo E308–15/16 se indica principalmente para soldar aços inox austeníticos dos tipos AISI 304/304L e o E309–15/16 para uniões entre aços carbono e aços inox, o eletrodo E312-15/16 oferece maior tolerância a diluições e estruturas metalúrgicas heterogêneas.
Por outro lado, o eletrodo E310-15/16 apresenta elevada resistência à oxidação em altas temperaturas, mas menor resistência mecânica em relação ao eletrodo E312-15/16..

Graças à sua microestrutura rica em ferrita, o eletrodo E312-15/16 possui excelente resistência às trincas à quente durante o processo de solidificação do cordão. Essa propriedade o diferencia dos eletrodos com matriz puramente austenítica, que certamente são mais suscetíveis à fissuração de solidificação.

Práticas recomendadas para o eletrodo cromo níquel E312
- Preaquecimento: 150 – 200°C, com o fim de evitar trincas em materiais espessos.
- Técnica de soldagem: arco curto, com o propósito de obter melhor controle do cordão.
- Remoção de escória: Escovagem entre passes.
- Armazenamento: Os eletrodos devem manter-se em forno à 120°C, com o intuito de evitar absorção de umidade.


Principais aplicações industriais
Soldagem de aços dissimilares
O eletrodo E312-15/16 se emprega frequentemente para fazer ligações dissimilares de aços, incluindo:
- Aços austeníticos com aços ferríticos.
- Aços inoxidáveis com aços carbono ou de baixa liga.
- Aços manganês com aços carbono ou de baixa liga.
Essa aplicação é essencial em indústrias onde ocorrem reparos ou fabricações diversas. Envolvendo materiais ferrosos com diferentes taxas de expansão térmica, ou da mesma forma, de estruturas metalúrgicas.
Indústrias:
- Equipamentos pesados.
- Mineração e britagem.
- Ferroviária (reparos em componentes de trilhos e ademais em estruturas mistas).

Manutenção e reparo
Graças à sua excelente tolerância à diluição do metal de base, o eletrodo E312-15/16 se utiliza em operações industriais de manutenção e reparo. Além disso, apresenta bom desempenho na soldagem de aços com composição química desconhecida, onde a identificação da microestrutura não é possível.
Aplicações comuns:
- Eixos e engrenagens com aços de composição desconhecida.
- Peças fundidas trincadas ou igualmente, danificadas.
- Componentes sujeitos à desgaste, como por exemplo em britadores e moinhos.

Soldagem de aços de alta liga e materiais de difícil soldabilidade
Alguns aços ligados, sobretudo aqueles com características de têmpera ao ar, são propensos à produzir defeitos nas uniões quando soldados com eletrodos revestidos convencionais. O eletrodo cromo níquel E312-15/16 apresenta boa resistência às trincas, devido principalmente ao seu alto teor de ferrita no metal depositado.
Exemplos:
- Soldagem de aços inox AISI 304/304L com aço inox 431.
- Uniões de aços inoxidáveis martensíticos com alto teor de carbono.
- Camadas de enchimento em ferramentas de corte ou peças de desgaste.
Essa aplicação também se estende à preparação de camadas intermediárias antes de aplicar um revestimento definitivo (por exemplo, ligas de desgaste).

Aplicações estruturais que requerem alta resistência e tenacidade
O eletrodo E312-15/16 se emprega frequentemente em estruturas sujeitas a cargas cíclicas, impactos e tensões dinâmicas. Além disso, mantém boa tenacidade até temperaturas de -20°C, sendo por conseguinte adequado para operações em ambientes frios e criogênicos.
Exemplos de Uso:
- Plataformas offshore.
- Componentes estruturais de guindastes.
- Vasos de pressão (principalmente em uniões de transição).
Camadas de amanteigamento
O eletrodo cromo níquel serve para criar camadas de solda elásticas para depositar ligas de revestimentos duros. Essa ação ajuda a reduzir trincas em estruturas compostas, usadas na fabricação de ferramentas e matrizes.
Soldagem de aços resistentes à altas temperaturas
O eletrodo E312-15/16 é especial para efetuar soldagens em componentes submetidos à altas temperaturas, onde a resistência ao calor e a integridade mecânica são aspectos críticos.