

Arames de alumínio ER4043 ou ER5356?. A pergunta é simples, mas a resposta pode ser um pouco mais complexa. Embora ambos produtos sejam consumíveis de solda padrão, possuem composições químicas diferentes. Resultando por consequência, em propriedades metalúrgicas distintas.
O arame de solda Mig ER4043 (liga à base de silício) se emprega frequentemente em usos gerais, apresentando menor risco à formação de trincas durante a soldagem. Enquanto o ER5356 (liga à base de magnésio) é ideal para soldar estruturas de alumínio que exijam não apenas resistência mecânica, como também resistência à corrosão. Principalmente em ambientes marítimos.
Propriedades dos arames de alumínio ER4043 e ER5356
A principal diferença entre os dois arames de alumínio está, não apenas nos elementos de liga, como também nas propriedades resultantes:

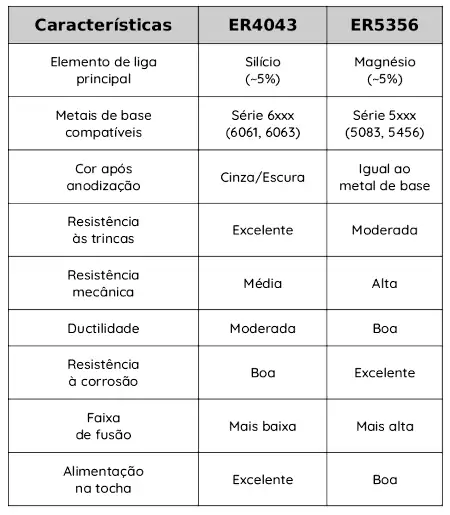
Em síntese, o arame de alumínio ER4043 se prefere frequentemente pela facilidade de uso e a resistência às trincas, enquanto o ER5356 se escolhe principalmente por sua resistência mecânica e durabilidade.
Composição química típica dos arames de alumínio ER4043 e ER5356
A composição química dos arames de alumínio define, em primeiro lugar, o comportamento do metal de solda. Principalmente quanto à tendência à fissuração, resistência mecânica e proteção contra corrosão.
ER4043
- Silício (Si): 4,5–6,0%
- Ferro (Fe): máx. 0,8%
- Cobre (Cu): máx. 0,3%
- Manganês (Mn): máx. 0,05%
- Magnésio (Mg): máx. 0,05%
- Zinco (Zn): máx. 0,10%
- Alumínio (Al): Balance
O silício presente no ER4043 reduz a temperatura de fusão e melhora a fluidez do banho metálico fundido, tornando a soldagem muito mais fácil.
ER5356
- Magnésio (Mg): 4,5–5,5%
- Manganês (Mn): 0,05–0,20%
- Cromo (Cr): 0,05–0,20%
- Titânio (Ti): 0,06–0,20%
- Silício (Si): máx. 0,25%
- Ferro (Fe): máx. 0,40%
- Alumínio (Al): Balance
O magnésio presente na composição química do arame ER5356 proporciona soldas com boa capacidade de encruamento e da mesma forma, alta proteção contra corrosão. Tornando-o por conseguinte, ideal para aplicações estruturais
Propriedades Mecânicas
O arame de alumínio magnésio ER5356 produz soldas que se destacam por propriedades superiores, apresentando níveis significativamente elevados de resistência mecânica, não apenas à tração, como também ao escoamento. Essas características o tornam, com toda a certeza, um consumível ideal para empregar-se em projetos que demandem alta performance estrutural.


Em contrapartida, o arame de solda Mig ER4043, embora possua resistência mecânica mais baixa, compensa essa limitação com sua excelente fluidez durante a deposição metálica e do mesmo modo, a capacidade produzir uniões sem defeitos de soldagem. Portanto, a escolha entre esses dois materiais dependerá principalmente dos requisitos específicos do projeto. Considerando fatores diversos, como solicitações mecânicas, geometria das juntas e condições operacionais.
Soldabilidade e características dos arames de alumínio ER4043 e ER5356
ER4043
- Arco suave e da mesma forma, estável.
- Excelente fluidez e molhabilidade do banho metálico fundido.
- Menor temperatura de fusão (573–625°C).
- Baixa emissão de respingos e ademais ótima aparência final.
- Aparência acinzentada após anodização.
- Resistência mecânica moderada.
O alto teor de silício do arame Mig ER4043 reduz certamente a temperatura de fusão do metal depositado. O que permite que flua facilmente e por conseguinte, molhe totalmente as bordas dos chanfros. Isso o torna muito adequado para preparações de juntas com pequenas folgas. Ao mesmo tempo, produz metal fundido menos viscoso que o arame ER5356, o que pode ser uma vantagem para soldar na posição plana e filete horizontal.
ER5356
- Soldas mais fortes e do mesmo modo, dúcteis.
- Arame mais duro, exigindo melhor controle de alimentação.
- Maior faixa na temperatura de fusão (593–649°C).
- Leve aumento na formação de fumaças e respingos.
- Excelente correspondência de cor após tratamento de anodização.
- Maior sensibilidade à fissuração em algumas ligas da série 6xxx.
O arame Mig ER5356 produz um arco elétrico muito estável. Ademais, a poça de fusão é menos fluida que a do arame ER4043, dando ao soldador maior controle operacional. Sobretudo em soldas verticais e do mesmo modo, sobrecabeça.
Ademais, os cordões de solda apresentam uma aparência brilhante e igualmente lustrosa, em comparação com o acabamento acinzentado dos depósitos produzidos pelos arames de alumínio ER4043.
Quando utilizar os arames de alumínio ER4043
Metais de base compatíveis:
- Série 6xxx (6061, 6063, 6005)
- Algumas ligas fundidas (356, 319)
- Ligas 2xxx, em aplicações não críticas
Vantagens:
- Excelente fluidez do metal de solda.
- Alta resistência às trincas de solidificação.
- Facilidade na alimentação e igualmente na abertura do arco elétrico.
- Menor sensibilidade à impurezas.
- Melhor acabamento superficial.
Limitações:
- Menor resistência mecânica.
- Cor acinzentada após anodização.
- Não recomendado para serviço contínuo acima de 65°C, principalmente em ambientes corrosivos.
Aplicações comuns:
- Fabricação e ademais em reparos gerais.
- Componentes automotivos.
- Recuperação de peças fundidas.
- Estruturas leves e sobretudo chapas finas.
- Soldagem de moldes e da mesma forma, componentes não estruturais.


Quando utilizar os arames de alumínio ER5356
Metais de base compatíveis:
- Série 5xxx (5050, 5052, 5083, 5456)
- Série 6xxx (6061, 6063, com cuidado)
- Algumas ligas 7xxx (7005)
Vantagens:
- Alta resistência e ductilidade.
- Excelente resistência à corrosão, especialmente em água salgada.
- Cor idêntica ao metal de base após anodização.
- Soldas fortes, sendo empregado principalmente em aplicações estruturais.
Limitações:
- Às vezes, pode trincar em certas ligas 6xxx, por causa do teor elevado de Mg.
- Suscetível a trincas por corrosão sob tensão, primordialmente acima de 65°C.
- Alimentação ligeiramente mais difícil, sobretudo em tochas longas.
Aplicações comuns:
- Estruturas navais e embarcações.
- Plataformas offshore e docas.
- Estruturas automotivas e aeronáuticas.
- Tanques, dutos e ademais vasos de pressão.
- Componentes para anodizar
Ajustes dos parâmetros de soldagem Mig
ER4043:
- Menor tensão e corrente.
- Maior velocidade de deslocamento.
- Menor aporte térmico, reduzindo dessa forma as deformações.
- Gás de proteção: 100% argônio.
ER5356:
- Requer tensão e corrente mais altas.
- Menor velocidade de soldagem, com o intuito de obter penetração adequada.
- A mistura de Ar+He pode ser vantajosa em chapas espessas.
- Usar conduite de teflon e roletes adequados, com a finalidade de minimizar o atrito.
Principais diferenças entre os arames de alumínio ER4043 e ER5356
Resistência mecânica:
O arame de alumínio ER5356 apresenta cerca de 60% mais resistência à tração que o ER4043. Sendo por conseguinte, um produto ideal para aplicar em componentes sujeitos não apenas a cargas estáticas, como também dinâmicas.
Resistência à corrosão:
A liga ER5356, rica em magnésio, forma uma camada protetora de óxido superficial. Oferecendo por conseguinte, excelente desempenho em ambientes marítimos. Por outro lado, o arame ER4043 é menos eficaz sob exposição salina.
Aparência e acabamento:
- ER4043: aparência acinzentada após anodização.
- ER5356: aparência idêntica ao metal de base, sendo por conseguinte, ideal para aplicações decorativas.
Regra prática:
- Se for preciso evitar trincas e ademais soldar facilmente, deve usar-se arame Mig ER4043.
- Se for preciso obter alta resistência mecânica e da mesma forma, proteção contra corrosão, deve empregar-se o arame Mig ER5356.


Aplicações do arame ER5356
- Setor naval: cascos, docas, embarcações, plataformas.
- Automotivo: chassis, suspensões, carrocerias.
- Estruturas metálicas: vigas e ademais perfis estruturais.
- Arquitetura e anodização: fachadas e painéis decorativos.
- Vasos e dutos: ambientes pressurizados e igualmente corrosivos.
Usos do arame ER4043
- Soldagem das ligas 6061 e 6063 (série 6xxx).
- Reparos automotivos e componentes fundidos.
- Soldagem de chapas finas e ademais moldes.
- Soldagem Mig, sobretudo com cabos longos (melhor alimentação).
- Soldagem Tig automática de precisão, quando a aparência é um fator essencial.

Diferenças nas temperaturas de fusão
- ER4043: 573–625°C
- ER5356: 593–649°C
A menor temperatura de fusão do ER4043 permite, com toda a certeza, soldagens mais rápidas e da mesma forma, com menor distorção. Por outro lado, o arame ER5356 requer mais calor para fundir, porém produz juntas mais fortes e rígidas.
Fatores chave na escolha dos consumíveis
Compatibilidade metalúrgica:
- Ligas 4xxx e 6xxx → ER4043
- Ligas 5xxx e 7xxx → ER5356
Ambiente de serviço:
- Exposição marinha → ER5356
- Ambientes secos ou internos → ER4043
Requisitos mecânicos:
- Estruturas e cargas → ER5356
- Aplicações não estruturais → ER4043
Aparência após anodização:
- Correspondência de cor → ER5356
- Aceita coloração acinzentada → ER4043
Temperatura de operação:
- Acima de 65°C → Evitar ER5356 (risco de corrosão sob tensão).
Alimentação na tocha:
- ER4043 alimenta mais suavemente, sendo portanto ideal para tochas longas e automação industrial.

Considerações finais
De fato, a escolha entre o arame Mig ER4043 e o arame ER5356 é uma questão de circunstâncias técnicas e metalúrgicas. Cada produto oferece vantagens específicas, conforme ao ambiente de trabalho e as propriedades exigidas, para satisfazer as condições de serviço.
- ER4043: destaca-se em primeiro lugar, pela facilidade de soldagem, fluidez e resistência às trincas.
- ER5356: sobressai principalmente em resistência mecânica, proteção contra corrosão e acabamento após anodização.
Resumindo:
ER4043 = Facilidade, fluidez e resistência a trincas.
ER5356 = Resistência, durabilidade e proteção anticorrosiva.