

Os aços AISI 321 e 347 possuem uma composição química equivalente ao do aço inox AISI 304, com adições de Ti e Nb, com a finalidade de melhorar o seu comportamento frente ao calor. Por conseguinte, apresentam excelente resistência à corrosão intergranular em condições de serviço à altas temperaturas. Principalmente na faixa de precipitação de carbonetos de Cr (427 ° C a 816 ° C)
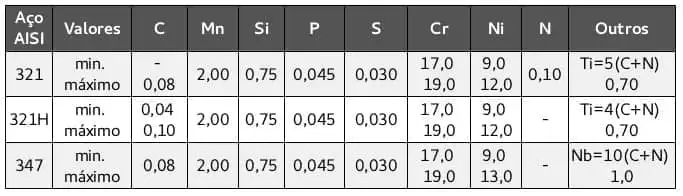
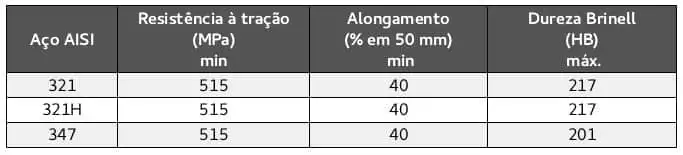
Propriedades físico químicas dos aços AISI 321 e 347
Os aços inox estabilizados resistem a exposição à temperaturas extremas, atendendo ao mesmo tempo altas demandas mecânicas. São ligas inoxidáveis austeníticas que contêm Ti e Nb, tornando-as por certo, resistentes ao ataque intergranular, que se acontece por consequência da precipitação de carbonetos de Cr.

O grau 321H é uma modificação do tipo AISI 321, com maior teor de C, com o propósito de fornecer uma resistência mecânica superior à temperaturas elevadas. Os aços estabilizados possuem, com toda a certeza, boas características de conformação e ademais de soldagem. Da mesma forma também apresentam alta tenacidade, mesmo em temperaturas criogênicas. Por outro lado, não se recomendam para aplicações decorativas por não ter propriedades de polimento.

Características e usos na industria
Os aços inox estabilizados se identificam por:
- Em primeiro lugar, possuir excelente resistência à oxidação em temperaturas próximas aos 900 ° C
- Em segundo lugar, não apresentar corrosão intergranular na região afetada pelo calor.
- De maneira idêntica, ser isentos de trincas em condições de corrosão sob tensão


Aplicações típicas
- Coletores de motores de pistão em aeronaves e juntas de expansão
- Componentes em refinarias de petróleo
- Fabricação de equipamentos para processamento químico à altas temperaturas

Soldagem dos aços AISI 321 e 347
Os aços inoxidáveis austeníticos das séries 300 frequentemente possuem boa soldabilidade com todos os processos por fusão e por resistência elétrica. É importante manter durante a soldagem o nível do elemento estabilizador que está presente no Tipo 321 . Deve-se evitar a contaminação com C proveniente de óleos e outros poluentes. Se recomendam práticas de soldagem que incluam uma limpeza eficiente com produtos adequados e ademais aplicar uma boa proteção de gás inerte com o propósito de evitar a captação de N presente no ar. Os consumíveis empregados são ER347 (arame Mig e vareta Tig) e ademais o eletrodo revestido E347.


Composição Química ( % )
C = 0,08 %
Mn = 1,0 % – 2,5 %
Cr= 19,0 % – 21.5 %
Ni = 9,0 % – 11.0 %
Mo = 0,75 %
Si = 0.30 % – 0.65 %
P = 0.03 % max
S = 0.03 % max
Cu = 0.75 % max
Nb = 10 x % C (min) – 1.0 % (max)
Resistência à tração: > 620 N / mm2